Chapter 1: Industry Overview and the Definition of Industrial Valves
I. What Is an Industrial Valve
An industrial valve is a fundamental component of fluid transport and control systems. By opening, closing, or regulating the fluid channel within a pipeline, it achieves precise control over the flow rate, pressure, temperature, and direction of gases, liquids, and even solid particulates. It is the "joint" of petrochemical installations, the "lifeline" of nuclear power plant safety systems, and the core component that keeps LNG receiving terminals operating under extreme cryogenic conditions.
The definition of industrial valves is typically set in contrast to "civilian valves." Civilian valves mostly refer to low-pressure general-purpose products used in urban water supply, domestic gas, and HVAC applications, where technical barriers are relatively low. Industrial valves, by contrast, serve the harsh operating conditions of oil and gas, chemicals, power generation, metallurgy, semiconductors, and nuclear power. They must operate stably over the long term in high-temperature, high-pressure, deep-cryogenic, strongly corrosive, or radioactive environments, imposing extremely high demands on material properties, manufacturing precision, and sealing reliability. The unit price of a nuclear-grade main steam isolation valve can reach several million yuan — five orders of magnitude above a civilian ball valve — a direct reflection of the difference in technical content and application environment.
II. Main Product Categories of Industrial Valves
Classified by structure and function, industrial valves can be subdivided into more than ten major categories, each with its core application environment:
Gate valve: The gate moves perpendicular to the pipe axis; low flow resistance, suitable for fully open or fully closed service. This is the dominant valve type for long-distance oil and gas pipelines and water treatment systems, and one of the highest-volume categories domestically.
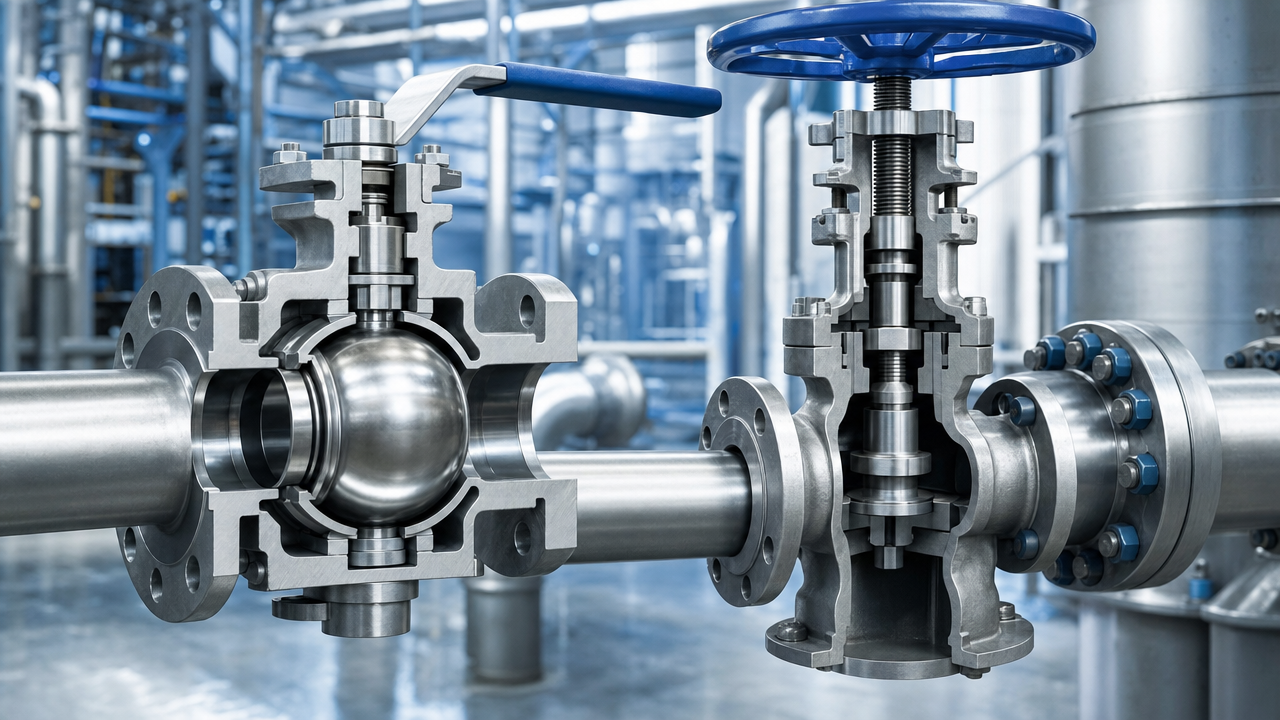
Ball valve: Uses a spherical plug as the closure element; easy to operate and reliably sealed, a 90° rotation completes the open or close action. Widely used in petrochemicals, LNG, and long-distance natural gas pipelines; it is China's largest single exported valve type. Nuclear-grade ball valves additionally require nuclear-grade materials and seismic qualification.
Butterfly valve: A disc-shaped flap rotates about an axis; compact structure, light weight, suitable for large-bore, low-pressure service. Urban water supply, wastewater treatment, and HVAC are the main downstream applications, but industrial-grade triple-offset butterfly valves are also widely used in petrochemicals and power generation.
Globe valve: The disc moves up and down along the fluid direction; better throttling performance than a gate valve, especially suited for applications requiring precise flow restriction. Nuclear-island steam circuits and precision chemical pipelines are typical applications.
Check valve: An automatic control valve that prevents backflow; widely used at pump outlets and compressor discharge lines to ensure one-directional fluid flow.
Control valve: Also called a regulating valve; works together with actuators and positioners to achieve continuous flow control, and is the core control element in process automation. Can be classified by actuator type into pneumatic, electric, and hydraulic control valves. Emerson Fisher and Chuan Yi Automation compete in this sub-market over the long term.
Safety valve: An overpressure protection device that automatically opens to relieve pressure when system pressure exceeds the limit, and closes automatically when pressure recovers. It is the last line of defense in pressurized systems, and is divided into spring-loaded, pilot-operated, and rupture-disc types.
Pressure reducing valve: Reduces high-pressure media to the pressure required by the process. The high-pressure pressure reducing valve for hydrogen refueling stations (70 MPa) is one of the current difficult challenges for domestic substitution.
Cryogenic valve: Designed specifically for extreme cryogenic service below -46°C. LNG systems commonly operate at -162°C; liquid hydrogen service can reach -253°C. Cryogenic valves must use austenitic stainless steel or aluminum alloys, and packing and sealing elements must pass dedicated cryogenic certification.
High-temperature, high-pressure valve: Ultra-supercritical (USC) coal-fired power units operate at 600°C/30 MPa; nuclear power primary-circuit conditions are approximately 345°C/17 MPa. Materials must resist creep and radiation damage, making manufacturing extremely demanding.
Vacuum valve: Used to maintain cleanliness and sealing in vacuum systems; a critical component in semiconductor fabrication, accelerators, and vacuum coating equipment. Domestic self-sufficiency is below 25%, with foreign brands such as Switzerland's VAT dominant.
Hydrogen refueling station valves: Valves dedicated to 35 MPa and 70 MPa hydrogen service must address hydrogen embrittlement and ultra-high-pressure sealing challenges. Domestic 35 MPa products have achieved breakthroughs, while 70 MPa still relies on imports.
Additional subcategories include semiconductor ultra-high-purity (UHP) valves, breather valves, blowdown valves, and steam traps, collectively forming a highly fragmented, technically stratified major product category.
III. Historical Evolution and Technology Generations of Industrial Valves
Industrial valves are not static traditional products; they have continually evolved with every leap in industrial civilization. A historical review of technology-generation transitions helps explain the origins of current technology directions:
First generation (19th century – early 20th century): Cast-iron and cast-steel valves, primarily simple gate valves and globe valves, manually operated, mainly serving steam engines, early oil refining, and waterworks systems, with relatively low working pressures and temperatures.
Second generation (early to mid 20th century): With the rapid development of the oil and chemical industries, valves advanced significantly in materials, pressure ratings, and sealing technology; ball valves and butterfly valves successively appeared. Steam globe valves gradually evolved toward higher temperatures and pressures, and standards bodies such as API and ASME were established during this period.
Third generation (late 20th century): The rise of extreme-condition applications in nuclear power, deep-sea oil, and LNG gave birth to high-end specialty categories such as nuclear-grade and cryogenic valves. At the same time, pneumatic and electric actuators matured, and control valves evolved from purely mechanical control toward instrument-control integration; flow control precision and sealing ratings improved greatly.
Fourth generation (early 21st century to the present): Intelligentization and digitalization are the core themes. The proliferation of HART/Fieldbus communication protocols enabled seamless integration of control valves with distributed control systems (DCS); smart positioners gave control valves self-diagnostic capability; IoT sensors and cloud data analytics moved valve condition monitoring from "reactive maintenance" to "predictive maintenance." At the same time, the semiconductor industry's extreme cleanliness requirements drove ultra-high-purity valve technology to a new frontier of precision manufacturing.
Fifth generation (2025 onward): AI-enabled autonomous optimization control: Artificial intelligence algorithms are beginning to participate in optimizing control strategies for regulating valves. In large refinery units, machine learning models trained on real-time process data have already helped optimize PID parameters and valve path selection for control valves, reducing unnecessary frequent actuation (extending actuator life) while improving process efficiency. This direction is still in its early stages, but it represents the long-term trajectory of industrial valves evolving from "execution elements" to "intelligent process optimization nodes."
IV. Core Technical Parameters of Industrial Valves
The key parameters for evaluating the quality of an industrial valve typically include the following dimensions:
Nominal pressure (PN/Class): Industrial valve pressure ratings range from PN10 (approximately 1.0 MPa) to Class 2500 (approximately 42 MPa); nuclear power primary-circuit valves must meet Class 1500 and above.
Nominal diameter (DN): From DN15 (15 mm) to DN2400 (2,400 mm) and larger. For large-bore valves, the difficulty of castings/forgings, assembly, and sealing increases exponentially.
Operating temperature: From LNG cryogenic temperatures of -196°C to ultra-supercritical coal power at 620°C; materials and seal design must be precisely matched.
Leakage class: Industrial valves typically comply with national standards or API, ASME, and ISO specifications; nuclear-grade valves must meet the most stringent Class A or Class AA sealing requirements, with leakage measured in mL/min.
Drive type: Manual, pneumatic, electric, hydraulic, and electro-hydraulic combined drives. Smart actuation has become standard for modern industrial automation.
V. Industry Scale and Structural Stratification
China's industrial valve industry has a large scale but is highly differentiated in structure. In 2024, the Chinese industrial valve market was approximately RMB 170–250 billion, with export volumes ranking first globally, but a significant proportion of mid-to-high-end core categories still relies on imports.
By price and technology tier, the market structure can be divided into three layers:
Bottom tier — general-purpose commodities (approximately 60% of scale): Standardized civilian/general-purpose products such as gate valves, globe valves, and butterfly valves. More than 5,000 domestic manufacturers exist, the localization rate approaches 100%, price competition is fierce, and profit margins are thin. Production capacity is highly concentrated in valve factories in Wenzhou, Shanghai, and Chengdu.
Middle tier — industry-grade products (approximately 30% of scale): Petrochemical valves, power valves, and municipal water-works valves at medium technical requirements. Domestic leaders such as Neway Valve (603699) and Kaiquan have essentially covered this tier, but top-end product lines still lag international brands.
Top tier — high-end specialty products (approximately 10% of scale, contributing 30%+ of value): Nuclear-grade valves, LNG cryogenic valves, semiconductor UHP valves, and ultra-high-pressure hydrogen valves — high unit prices, small volumes, extremely high technical barriers, and the main battlefield for domestic substitution.
This polarized pattern of "bottom-tier saturation, top-tier gap" is the fundamental frame of reference for understanding all policy trends, technology breakthroughs, and commercial narratives in China's industrial valve industry in 2026.
VI. Industry Chain Position
The industrial valve supply chain reaches upstream to casting and forging, specialty steels, sealing materials, precision machining, and surface treatment, and extends downstream to virtually every heavy-industry sector: oil and gas, power generation, chemicals, metallurgy, semiconductors, and municipal water works. This "connector" nature means that the valve industry has a high degree of cyclical correlation with the broader industrial economy, and any significant change in large industrial projects is rapidly transmitted to valve demand.
During 2025–2026, the simultaneous resonance of multiple downstream drivers — mass construction of "Hualong One" nuclear units, expansion of LNG receiving capacity, equipment replacement under the "dual renewal" policy, and accelerated semiconductor localization — is driving the overall operating climate for industrial valves steadily upward. High-end specialty categories in particular, supported by policy guidance and capital investment, are experiencing a once-in-a-decade technology leap window.
VII. The Deep Relationship Between Industrial Valves and Industrial Civilization
Understanding the strategic value of industrial valves requires moving beyond the "component" perspective and re-examining them from the standpoint of industrial systems theory. In any continuous-process industry (petrochemicals, pharmaceuticals, nuclear power, LNG), the number, quality, and reliability of valves determines whether the entire system can operate safely, efficiently, and continuously. A large petrochemical complex is fitted with more than 100,000 valves of various types; the failure of any single critical process valve can cause unplanned shutdowns, resulting in losses of several million to tens of millions of yuan per hour. The failure of a nuclear-grade valve carries the unacceptable risk of radioactive material release.
It is precisely this combination of "high reliability requirements + high failure consequences" that builds the unique commercial logic of high-end industrial valves: plant owners (refineries, nuclear power stations, LNG receiving terminals) are extremely conservative in valve selection — "not seeking the cheapest, only the most reliable" — and once a supplier is established, the motivation to switch is extremely weak. This is the fundamental reason why foreign brands have been able to maintain high market share and high gross margins in the high-end industrial valve market for so long — it is not the technology barrier alone, but the double reinforcement of technology barrier and customer stickiness.
China's manufacturing industry breaking through in high-end industrial valves is essentially a matter of breaking through this dual barrier: not only must technical standards equal or approach international levels, but sufficient engineering application records must also be accumulated over time before plant owners' trust can truly be won and a stable supplier qualification achieved. This path is bound to be long, but once it is successfully traveled, the barriers are equally solid and the likelihood of reverse substitution is equally low.
VIII. The Digital Transformation Trajectory of the Valve Industry
In recent years, the digital transformation of the industrial valve industry has advanced along two distinctly different paths: one is intelligentization at the product level (described above); the other is digital factory transformation at the production and manufacturing level. The two reinforce each other and are collectively reshaping the competitive landscape.
On the manufacturing digitalization side, leading valve companies are advancing the following core transformations: MES (Manufacturing Execution System) coverage of the entire production process, achieving real-time traceability of every step from casting to finished product; CAD/CAE 3D design and finite element analysis assisting in structural optimization and shortening new-product development cycles; automated inspection equipment (coordinate measuring machines, laser trackers, machine vision) replacing manual measurement and improving inspection efficiency and consistency; and ERP and supply chain digital platforms integrated to enable electronic management of nuclear-grade valve lifecycle documentation (nuclear QA system requirements for document traceability are extremely high, making digitalization an inevitable path).
On the sales and service digitalization side, valve selection software (such as Emerson's Control Valve Handbook online tool and Flowserve's valve selection calculation platform) has become the standard interface for providing technical services to downstream engineers. Domestic companies are also building similar technical selection support platforms to lower the threshold for design-institute engineers and improve the technical visibility of domestic valves. Remote valve diagnostic services (connecting field valves to service centers via IoT) are moving from concept to commercialization and are an important direction for digitalization in the valve aftermarket.
IX. The Talent Ecosystem of the Industrial Valve Industry
Industrial valves — especially high-end specialty valves — are a typically talent-intensive manufacturing sector; a considerable proportion of core competitiveness is embedded in the knowledge and experience of the engineering workforce and cannot be rapidly replicated through simple equipment investment.
Nuclear-grade valve engineers: Composite engineers who master both the nuclear QA system and nuclear-grade material processes are extremely scarce in China. The special nature of the nuclear industry (classified, closed, and subject to special certification) means that the career paths for nuclear-grade valve engineers are highly concentrated, mainly through research institutes under CNNC and China General Nuclear (CGN) and operational experience at nuclear power stations. Jiangsu Shentong and CNNC Sufa (000777), by virtue of their close cooperation with nuclear power groups, have formed relatively complete nuclear-grade valve engineer training systems internally, which is an important component of their technical barriers.
Cryogenic valve engineers: LNG cryogenic valve engineers must master cryogenic physics (phase-transition thermodynamics and cryogenic material mechanics), sealing engineering, and cryogenic testing technology; the training period is approximately 5–8 years. Domestic talent supply mainly comes from the cryogenic engineering programs at Tianjin University and Zhejiang University, and from internal training systems at Neway Valve (603699), Zhongke Fuhai, and similar companies.
Control valve process engineers: Control valve engineers who master process control (PID tuning and control valve sizing), field instrumentation (HART and Profibus communication protocols), and equipment diagnostics are in high demand but relatively abundant supply, coming mainly from industrial automation and chemical machinery programs.
Semiconductor UHP valve engineers: UHP valve engineers who combine semiconductor process knowledge (cleanliness standards and gas chemistry) with precision mechanical manufacturing capability are an almost entirely new talent category in China. Currently only a very small number of companies have begun targeted training. As semiconductor localization deepens, demand for this type of composite talent will grow rapidly.
Looking at the industry as a whole, the shortage of high-end valve talent is a substantive constraint on the acceleration of localization, not merely a technical-level problem. A relatively optimistic variable is that, as domestic high-end valve companies expand their market footprint and elevate their technical standing, the valve industry's appeal to recent university graduates is rising — improvements in salary levels and career development prospects will help to improve the talent supply structure over a longer time horizon.
X. The Role of Industrial Valves in the "Dual Carbon" Targets
China's push toward "carbon peak and carbon neutrality" has both brought structural demand realignment to the industrial valve industry and raised new requirements for product technology upgrading.
Valve demand from CCUS facilities: As large industrial enterprises such as Sinopec and China Coal Group begin to build CCUS (Carbon Capture, Utilization and Storage) demonstration projects, high-concentration CO2 capture and injection systems have created new requirements for specialized valves. Supercritical CO2 (pressure > 7.38 MPa, temperature > 31°C) has extremely strong permeability; conventional sealing materials are prone to swelling failure and require special PTFE or dedicated elastic sealing systems. High-pressure CO2 injection pipelines require Class 900–Class 1500 high-pressure ball valves and globe valves. Domestic substitution of valves for supercritical CO2 service is still in its infancy.
Fluid control in green hydrogen production systems: The key fluid control components in electrolytic water hydrogen production systems (PEM electrolyzers and alkaline electrolyzers) include high-purity hydrogen outlet valves, high-pressure pressure reducing valves, and water-circuit control valves, with demanding requirements for medium purity and sealing reliability. As green hydrogen demonstration projects and large-scale electrolysis projects are densely implemented (Sinopec's Kuqa 70,000-ton/year green hydrogen project, Sinohydro's Xinjiang project, and others), demand for matched high-purity hydrogen valves has begun to reach scale. Domestic companies have already developed dedicated valves for electrolytic hydrogen production systems and are conducting engineering validation jointly with downstream green hydrogen producers.
Control valve optimization in industrial energy-saving renovations: The "dual carbon" targets are driving extensive energy-saving renovations at in-service industrial installations, and intelligent control valves have played an important role in this renovation wave. By replacing aging control valves with higher-precision smart control valves and coupling them with advanced process control (APC) systems to optimize valve-position control strategies, installations can reduce overall energy consumption by 2%–5% without replacing major equipment — an energy-saving benefit that holds significant economic appeal for large refineries and chemical enterprises.
Chapter 2: Global Landscape and China's Position
I. Overview of the Global Industrial Valve Market
In 2025, the global industrial valve market was approximately USD 77.4 billion (approximately RMB 560 billion), projected to reach USD 96.5 billion by 2030, with a compound annual growth rate of approximately 4.5%. This growth rate reflects both the long-term logic of continuous global energy infrastructure investment and benefits from three structural drivers: the nuclear power revival, expansion of LNG trade, and upgrading of industrial automation.
In terms of regional distribution, the Asia-Pacific region is the world's largest industrial valve market, with a global share of approximately 40.1% in 2025, with China, Japan, South Korea, and India as major consuming nations. North America and Europe together account for approximately 45%, but in terms of growth rates, the Middle East, Southeast Asia, and South Asia are demonstrating faster momentum — Saudi Arabia's valve procurement grew approximately 45% year-on-year in 2025, with overall Middle East growth approximately 28%, driven by mega-projects such as NEOM, Saudi Aramco capacity expansion, and Egyptian gas projects.
In terms of product structure, ball valves and gate valves together account for approximately 45% of global industrial valve sales, making them the two largest categories. Control valves, benefiting from the industrial automation wave, are among the fastest-growing categories over the past five years, with a compound annual growth rate approaching 6%. Vacuum valves and semiconductor-specific valves, though relatively small in volume, have the highest technical added value, with a global market size of approximately USD 1.2 billion and the most concentrated competitive landscape.
II. Global Competitive Landscape: European-American Oligarchs and China's Scale
The global industrial valve competitive landscape shows a clear dual structure of "European-American technology oligarchs + Chinese-scale manufacturing."
European-American technology oligarchs: Represented by Emerson Fisher (control valves), Flowserve (integrated pump-valve solutions), Crane Co, IMI Critical Engineering, Cameron Baker Hughes, and Velan (nuclear power specialist), these companies share the following characteristics: deep technical roots (most with over a century of history), extreme depth in niche categories (Emerson Fisher's market share in pneumatic control valves exceeds 35%), comprehensive global service networks, and being primary drafters and participants in standards bodies.
Velan is a typical case. This Canadian company has dedicated itself to nuclear-grade valves for fifty years, with total revenue of approximately USD 347 million in 2024, a considerable portion from the Chinese nuclear power market — having successively secured contracts exceeding USD 36 million and USD 34 million with Chinese nuclear power, supplying critical nuclear island equipment such as high-temperature, high-pressure globe valves and safety valves. Even against the backdrop of continuously increasing localization pressure, Velan's position in the nuclear-grade "crown" category remains extremely difficult to shake.
Flowserve's FCD (Flow Control Division) is one of the world's largest industrial control valve manufacturers, focusing on PETROVAL cast specialty alloy valves, serving the world's top refineries and LNG terminals, with annual revenue of approximately USD 1.2 billion.
Chinese-scale manufacturing: China has the world's largest number of valve manufacturers, with more than 2,000 above-scale enterprises and over 500,000 employees. In general mid-to-low-end products, Chinese manufacturing has come to near-monopolize global supply with significant price advantages.
III. Value Distribution by Sub-Category in the Global Valve Market
Looking at the value distribution by sub-category in the global industrial valve market, while ball valves and gate valves have the largest volumes, their value density (per-valve value) is lower. Control valves, though fewer in number, have high unit values and rich service revenues, making them one of the most profitable sub-segments.
The global control valve market is approximately USD 12 billion (2025), accounting for approximately 15% of the overall industrial valve market, but contributing approximately 30%–35% of industry profits, because control valves have not only high unit values but also a large associated business in actuators, positioners, spare parts, and maintenance services. Emerson's valve and actuator business, within its global industrial automation segment, has among the highest gross margins of any sub-segment, confirming the high-value nature of the control valve segment.
The highest unit-price categories in the global industrial valve market (nuclear-grade valves, large-bore LNG cryogenic valves, semiconductor UHP valves) account for no more than 5% of total market size, but concentrate approximately 15%–20% of the industry's profit pool — the core profit source for a small number of top suppliers.
IV. China's True Position in the Global Value Chain
China's position in the global industrial valve value chain presents a typical "high volume, low value" paradox: China produces approximately 40% of global valve volumes but likely creates less than 20% of global value.
For nuclear-grade valves, a mature nuclear power station requires thousands of valves; a Hualong One unit requires approximately 18,000 valves worth approximately RMB 200–300 million. Nuclear-grade valve unit prices are ten to a hundred times that of ordinary industrial valves, and while Chinese nuclear-grade valve manufacturers (including Jiangsu Shentong and CNNC Sufa) can now produce many nuclear-grade types, the most technically demanding "crown" categories (main steam isolation valves, pilot-operated pressurizer safety valves, bursting discs) still partially come from imports by Velan and IMI.
In the LNG cryogenic valve field, large-bore (42 inches and above) cryogenic ball valves for China's large receiving terminals were previously almost entirely dependent on import brands such as Neles (now part of Metso) and Velan. Only around 2023 did the Longkou LNG project achieve the engineering application breakthrough of a complete series of 42-inch domestically produced cryogenic ball valves, marking China's major breakthrough in LNG large-bore cryogenic valves. However, approximately 60% of products outside small-to-medium bore still come from imports.
In semiconductor UHP valves, the domestic production rate is below 10%. Swiss VAT Group holds approximately 75% market share in vacuum valves, and Swagelok and Fujikin dominate process fluid valves. Domestic companies are essentially in the early stages of catching up.
V. New Variables in China's Valve Trade Landscape: U.S. Tariff Impact
In Q1 2025, the United States imposed approximately 54% combined additional tariffs on Chinese industrial valves, causing China's valve exports to the U.S. to decline approximately 18% year-on-year. This was a short-term severe shock, forcing many export-oriented valve companies to rapidly adjust their destination markets.
The market redistribution effect has begun to emerge: Chinese valve exports to Middle Eastern markets grew approximately 28% year-on-year (Saudi Arabia +45%), to Southeast Asia approximately 15%, and to South Asia approximately 12%. Some companies have begun establishing assembly or trade nodes in Thailand and Vietnam to circumvent U.S. trade barriers.
From a long-term perspective, U.S. tariffs have actually accelerated two effects: first, forcing Chinese valve exporters to upgrade toward higher added-value products; second, promoting domestic high-end valve localization, with the political legitimacy and capital attractiveness of import substitution simultaneously elevated. For domestic mid-to-high-end valve companies with technical accumulation, this is actually a passive catalyst.
VI. The Competitive Landscape of Japanese and Korean Valve Enterprises
Japanese valve industry: Represented by companies such as ASAHI, Kitz Corporation, and Fujikin, Japanese valves are known for high-precision hygienic valves, semiconductor UHP valves, and precision control valves, positioned in the high end, with exports primarily to Asia and Europe-America. In the global semiconductor UHP valve market, Fujikin is the second largest player after Swiss VAT, occupying an important position in gas panels and liquid distribution valves.
Korean valve industry: Represented by Rexnord Korea, DK-Lok, HanMi, and others, the Korean valve industry is relatively weak, primarily serving domestic semiconductors, petrochemicals, and shipbuilding. South Korea is the world's largest LNG ship builder, and construction by Samsung Heavy Industries, Hyundai Heavy Industries, and DSME drives substantial marine LNG valve demand, forming a relatively closed supply chain ecosystem.
Overall, Japan and Korea both have their advantages in high-end industrial valve technical accumulation, but in terms of manufacturing scale, price competitiveness, and market breadth, they lag significantly behind Chinese valve industry, with overall market share in a long-term contraction trend.
VII. The Core Narrative of 2026: Breaking Through to the High End
Synthesizing the global landscape and China's current situation, the core narrative of China's industrial valve industry in 2026 is: amid the historical inertia of "high volume, low value," achieving a targeted breakthrough toward the upper end of the value chain through batch localization of nuclear power valves, engineering validation of LNG large-bore cryogenic valves, the initial phase of semiconductor UHP valves, and intensive efforts on high-pressure hydrogen refueling station valves.
This breakthrough has both policy backing ("dual renewal" policy, nuclear power restart, hydrogen energy development roadmap), capital drivers (nuclear power valve-related companies generally outperformed the broader market in 2024–2025), and technical accumulation (Jiangsu Shentong's domestic market share in nuclear-grade valves exceeds 90%; CNNC Sufa has cumulatively secured hundreds of billions of yuan in nuclear power valve orders). The direction of the breakthrough is clear, but the remaining hard battles — particularly conquering the "crown" categories — still require time.
VIII. The Far-Reaching Impact of the Global Nuclear Power Revival on the Valve Market
In 2024–2025, global nuclear power experienced the strongest policy revival signals since the Fukushima accident. France announced plans to restart nuclear construction, building 14 EPR2 units; the UK's Sizewell C project was formally approved; Belgium and the Netherlands announced plans to extend nuclear lifetimes and consider new builds; the U.S., supported by the IRA Act, is accelerating development of small modular reactors (SMRs), with TerraPower, NuScale, X-Energy, and others entering engineering verification phases.
From a technology trend perspective, the SMR procurement strategy for valves is becoming a new strategic focus for the global nuclear valve industry. Compared to large reactors, SMR valve procurement amounts are smaller (approximately RMB 50–100 million per unit), but with higher standardization (modular design making valve specifications more uniform), shorter construction periods, and greater batch deployment potential. For valve companies that establish supply qualifications in the first batch of SMR units, their supply chain position in subsequent tens or even hundreds of SMR constructions will be extremely stable.
This global nuclear power revival wave has a dual impact on the nuclear-grade valve market: on one hand, directly driving new global demand for nuclear-grade valves; on the other hand, the European-American nuclear restart provides a potential export market for domestic nuclear-grade valve companies — the international promotion of Hualong One provides the most credible technical verification endorsement for domestically produced nuclear-grade valves accompanying exports.
IX. The Rise of the Indian Market and the Real Impact of the "China Replacement" Strategy
India is the single country factor with the greatest variability in the 2024 global industrial valve market landscape.
Domestic manufacturing rise: India's "Make in India" policy explicitly lists industrial valves as a key domestic manufacturing category, with L&T Valves, Kirloskar, and other domestic valve companies recently taking on large Indian domestic petrochemical and power projects, partially replacing Chinese export valves that previously held larger shares.
"China +1" impact on Chinese valve exports: When Western buyers (particularly chemical and petrochemical EPC contractors) build "China +1" backup sourcing strategies, India has become one of the alternative procurement locations for some general-purpose valves. In the short term, this substitution effect has a relatively limited impact on Chinese export volumes (approximately 5%–8% magnitude), as Indian valve companies' production scale, delivery capability, and price competitiveness still lag significantly behind China.
China's reverse exports to India: Notably, despite India's emphasis on localization, its actual valve procurement from China remains at a considerable scale — especially for infrastructure projects with high price sensitivity (municipal water supply and drainage, industrial park support).
Strategic significance for Chinese valve industry: Chinese valve manufacturers facing Indian competitive pressure should not engage in price competition in the general-purpose market, but instead seize the window to complete the technology leap toward high-end products, while actively building local service networks (warehouses, service stations) in India, Southeast Asia, and the Middle East. China has over 32,000 valve manufacturers, of which those truly possessing high-end technical qualifications and export engineering records number less than 1% — this differentiation will intensify over the next five to ten years.
X. Evolution of China's Regional Export Landscape
From 2023 to 2025, the regional focus of China's industrial valve exports has undergone notable migration:
U.S. direction: Hit by additional tariffs, exports to the U.S. fell approximately 18% year-on-year in 2025, with the share in total exports shrinking from approximately 12%–15% to approximately 8%–10%.
Middle East direction: Saudi Arabia, the UAE, and Qatar are the most important incremental target markets, with overall Middle East exports growing approximately 28% in 2025, with Saudi Arabia the largest growth (approximately 45%).
Southeast Asia direction: Vietnam, Indonesia, Thailand, and the Philippines, with accelerating industrialization, are driving continued growth in industrial valve demand.
South Asia direction: India's "National Infrastructure Pipeline" is driving large energy and chemical project investments, with Chinese valve penetration in India gradually increasing.
Overall, the U.S. tariff shock is driving China's industrial valve export structure toward accelerated diversification and dispersal to a wider range of developing markets.
Chapter 3: Core Technology: Materials, Sealing, and Control Drive
I. Material Technology: The First Barrier of High-End Valves
Materials are the starting point of the industrial valve technology chain, and also the most difficult link to break through in localization. Different operating conditions impose entirely different requirements on valve materials.
Nuclear-grade materials: Nuclear power valves must use materials meeting RCC-M (French nuclear island materials and welding specifications) or ASME III standards. Primary-circuit valves typically use low-cobalt austenitic stainless steel (such as 316L and 304L low-carbon types) to reduce the radioactive cobalt-60 dose generated by neutron activation. Nuclear-grade castings and forgings require batch-by-batch certification of chemical composition, metallographic structure, and mechanical properties, with a complete traceability chain from the melting furnace number to the final product.
Cryogenic materials: LNG and liquid hydrogen applications require cryogenic valves that maintain toughness at -162°C or even -253°C. Eligible materials include: austenitic stainless steel (304/316 series, with ductile-to-brittle transition temperature below -270°C, the mainstream choice for LNG valves); aluminum alloys (for -196°C and below liquid nitrogen and liquid hydrogen applications); and chromium-nickel alloys (Inconel 625, etc., for special cryogenic high-pressure situations). PTFE (polytetrafluoroethylene) remains elastic at -196°C and is the preferred packing material for cryogenic valves.
High-temperature, high-pressure materials: Ultra-supercritical coal power valves must operate at 600°C and 30 MPa for extended periods. The mainstream solution is martensitic high-temperature steel (P91, P92), with extremely demanding welding processes requiring precise preheating before welding and strict post-weld heat treatment. Harbin Electric Valves has accumulated over twenty years of P91/P92 welding process experience, which is one of the technical foundations of its approximately 70% domestic market share in ultra-supercritical valves.
Corrosion-resistant materials: Chemical installations involving strong acids, alkalis, and high-temperature organic solvents require valves made of Hastelloy (C276/C22), duplex stainless steel (2205/2507), or titanium alloys. Domestic high-end corrosion-resistant casting and forging capabilities have improved significantly in recent years, but for extra-large specifications and ultra-high cleanliness castings and forgings, there is still a gap compared with German and Japanese suppliers.
Valve castings and forged steel valves: The forming method of the valve body affects mechanical properties and applicable scenarios. Cast valve bodies (cast iron valves, carbon steel cast valve bodies) have lower cost and suit complex shapes, but relative density is weaker; forged valve bodies have uniform and dense microstructure with excellent fatigue and impact resistance, preferred for high-pressure and nuclear-grade applications. Stainless steel valves have seen the fastest demand growth in recent years.
II. Sealing Technology: The Core Indicator of Industrial Valve Quality
Sealing performance is the most critical technical indicator of industrial valves, directly determining process system safety and medium loss.
Soft sealing and metal sealing: Soft seals (PTFE, Devlon, Nylon, etc.) provide good sealing effect with low friction coefficients, but the upper temperature limit is typically below 200°C; metal seals (stainless steel, chrome alloys, hard-surface weld overlays) can be used at temperatures above 600°C, but require extremely high machining precision (sealing surface roughness Ra 0.4 μm or below). Nuclear-grade valves typically use metal-to-metal hard sealing with precision lapping processes.
Challenges of localizing valve seals: The localization level of high-end valve seals (particularly nuclear-grade flexible graphite packing rings, cryogenic PTFE O-rings, and semiconductor-grade pure polymer seals) varies. Semiconductor-grade UHP seals are essentially nonexistent domestically, primarily relying on imports from Japan's Shin-Etsu and America's Parker.
Valve stem sealing: The valve stem is the key component for dynamic sealing. Packing Seal and Bellows Seal are the two mainstream technology routes. Bellows sealing completely isolates rotary/linear motion from the fluid with zero leakage, the preferred choice for highly toxic medium pipelines.
III. Control Drive Technology: Intelligentization Is an Active Present-Tense Trend
Pneumatic actuators: Still the mainstream drive method for industrial control valves, with fast response speed and intrinsic safety (no electric sparks), suitable for hazardous areas. Domestic pneumatic actuators are basically localized, but high-precision smart positioners are still dominated by foreign brands such as Rotork, Biffi, and Emerson.
Electric actuators: With the growing demand for factory digitalization and remote control, the market penetration rate of electric actuators is rising rapidly. UK's Rotork is the absolute dominant player in global electric actuators, with China market share exceeding 40%.
Smart control valves and digital twins: The Industrial 4.0 wave is driving control valves toward integrated "sensing-diagnosis-optimization." Modern smart valves can not only execute control commands but also monitor real-time status parameters such as stem friction, packing wear, and valve position deviation, providing early warnings of valve faults through vibration analysis and pressure signal characteristics, enabling predictive maintenance. Emerson's AMS Valve Link and Fisher FIELDVUE DVC6200 are representative products of this technology direction.
Semiconductor UHP control valve technology: Semiconductor wafer fabrication imposes the most stringent cleanliness requirements, with internal wall surface roughness after electropolishing required to be Ra < 0.1 μm, metal ion contamination controlled below ppb levels, and all non-metallic internals required to pass SEMI standard certification. Domestic semiconductor-specific valve companies are in the early "zero to one" stage, with overall technology readiness level (TRL) approximately 5–8 years behind Swagelok and Fujikin.
IV. Manufacturing Processes and Precision Inspection
Precision machining is the key capability for high-end valve manufacturing. Sealing surface lapping must control surface accuracy to optical-grade levels; nuclear-grade valve bodies require 100% radiographic testing (RT), ultrasonic testing (UT), and penetrant testing (PT); cryogenic valves must undergo cryogenic leak tests at liquid nitrogen temperature; control valves must pass precise flow characteristic curve measurements (Cv value calibration).
Jiangsu Shentong has a dedicated nuclear-grade valve test bench that can simulate the combined pressure-temperature-radiation conditions of nuclear power primary circuits; Neway Valve's LNG valve factory is equipped with dedicated cryogenic leak test equipment capable of conducting full-size cryogenic ball valve sealing verification in liquid nitrogen at -196°C.
V. Surface Treatment and Protection Technology
Hard chrome plating and HVOF (High Velocity Oxy-Fuel) thermal spray: Due to tightening environmental regulations for hexavalent chromium (particularly the EU's REACH regulations), high-performance HVOF tungsten carbide and chromium carbide coatings are gradually replacing traditional hard chrome plating.
Electropolishing and mechanical polishing: The internal surfaces of semiconductor UHP valves and food/pharmaceutical valves must undergo multiple grinding and electropolishing steps to control roughness below Ra 0.25 μm, with high-end semiconductor valves requiring Ra < 0.1 μm (mirror-grade).
Anti-corrosion coatings: Epoxy powder electrostatic spraying and fusion-bonded epoxy (FBE) are the mainstream anti-corrosion solutions for long-distance pipeline ball valves.
Passivation treatment: Stainless steel and nuclear-grade valves must undergo strict passivation treatment (typically with nitric acid solution) to remove free iron from the surface and establish a stable chromium oxide passivation film.
VI. New Materials and Frontier Processes in Valve Applications
Additive manufacturing (metal 3D printing): Additive manufacturing technology is beginning to show application potential in high-end industrial valves, particularly for complex structures such as non-standard valve bodies and integrally formed sealing seats that are difficult to achieve with traditional processes. Flowserve has disclosed using laser powder bed fusion (LPBF) to produce Hastelloy fittings for control valve internals.
Ceramic material valves: In strongly corrosive and abrasive media (such as phosphoric acid, hydrochloric acid, high-temperature slurries containing solids), alumina ceramic (Al₂O₃) and silicon carbide (SiC) valves show excellent corrosion and wear resistance, with service life potentially more than ten times that of metal valves.
Shape memory alloys in micro-valves: In biomedical and specialty precision instrument fields, the superelasticity and shape memory effect of nickel-titanium alloys are used for automatic response control of micro-valves, using temperature changes to drive valve switching without external electric power.
VII. Deep Analysis of Control Valve Flow Characteristics Technology
The core of industrial control valve flow characteristic curves: Linear characteristic: Flow changes linearly with valve opening, Δq/Δl = constant. Equal-percentage characteristic (logarithmic): Under the same change in opening, the relative change (percentage) in flow remains constant — this is the most widely used industrial control valve characteristic because it matches the characteristics of most industrial processes. Quick-opening characteristic: Used for rapid shut-off applications.
High-precision control valves must control the deviation of the actual measured flow characteristic curve from the design value within ±5%. Domestic companies such as Chuan Yi and Zhejiang Sanfang have achieved stable characteristic accuracy within ±5% through precision CNC milling and per-unit flow calibration.
VIII. Noise and Cavitation Control: The Technical Core of High-Differential-Pressure Control Valves
At high differential pressure (such as 5–8 MPa across a refinery high-pressure fractionator bottom), ordinary control valves produce severe cavitation and flashing phenomena. Anti-cavitation control valves use "multi-stage pressure reduction" flow path design, distributing the total pressure differential across multiple throttling stages to ensure that the throttling pressure differential at each stage is below the medium's vaporization pressure. Representative products such as Emerson Fisher Cavitrol III series, Flowserve Mark100, and IMI CCI DRAG series all use proprietary multi-channel multi-stage pressure reduction designs.
IX. Technical Certification System and Test Requirements for Nuclear-Grade Valves
Seismic qualification testing: Nuclear-grade valves must pass IEEE 344, RCC-M F7700, and other specifications through actual vibration table testing to demonstrate that under specified seismic wave spectrum excitation, the valves can maintain structural integrity and functional effectiveness.
Thermal aging and radiation aging qualification: Non-metallic materials in nuclear-grade valves (seals, packing, valve seats) must pass accelerated thermal aging and radiation aging (gamma-ray cumulative dose to design service life) tests.
High Energy Line Break (HELB) condition qualification: Valves in the containment must maintain function during steam jet and high-temperature, high-pressure mixed environmental conditions.
X. Cryogenic Superconducting and Ultra-Low Temperature Valves: Emerging Technology Track
Quantum computing and high-temperature superconductor (HTS) commercialization is generating a new niche market — ultra-low temperature valves (operating temperature below -196°C, approaching absolute zero in some cases):
Liquid helium (LHe) systems: MRI superconducting magnets, particle accelerator superconducting magnets (such as the LHC's 4.2K liquid helium), and future quantum computers' dilution refrigeration systems need micro-valves and fluid control elements that work at 4.2K (liquid helium boiling point) or even lower temperatures.
Liquid nitrogen (LN₂) systems: High-temperature superconducting (HTS) transmission cables, superconducting transformers, and superconducting energy storage systems work at 77K (liquid nitrogen temperature range), creating demand for high-reliability cryogenic valves in liquid nitrogen cooling systems.
Chapter 4: Supply Chain Overview: From Castings and Forgings to Assembly and Testing
I. Upstream Raw Materials and Castings/Forgings
The starting point of the industrial valve supply chain is specialty metals and castings/forgings, the dual determinants of valve quality and cost.
Specialty steels and alloys: Nuclear-grade stainless steel must meet low-cobalt requirements (typically Co < 0.1%); USC coal power P91/P92 steel requires strict Cr, Mo content control; LNG cryogenic valve 316L must pass cryogenic impact toughness testing (Charpy V-notch impact value at -196°C must be ≥27 J). Domestic Baosteel, CITIC Pacific Special Steel, and Dongbei Special Steel can supply nuclear-grade and specialty stainless steel, but the largest electroslag remelting (ESR) and vacuum induction melting (VIM) castings and forgings still have a certain proportion coming from Japan and Germany.
Casting and forging processes: Valve castings are the mainstream forming method for most mid-to-low-end valve bodies. The domestic valve casting supply chain is highly concentrated around Wenzhou, Ningbo, and Shanghai. Wenzhou's Longwan and Ouhai districts are China's largest valve casting industrial clusters, with annual output accounting for approximately 40% of the national total.
Seals and packing: Valve seals and packing are among the highest-value technical categories in upstream support. Domestic production of graphite seals and PTFE packing has basically matured, but nuclear-grade dedicated seals and semiconductor-grade polymer seals still need continuous benchmarking against international standards for consistency and long-term reliability.
II. Midstream: Valve Body Processing, Valve Core Manufacturing, and Precision Assembly
Valve body processing: The valve body is the structural framework of the valve. High-end valve bodies must go through rough machining, semi-finish machining, finish machining, and sealing surface lapping, with full-process coordinate measuring machine (CMM) inspection, with key dimensional tolerances typically controlled within IT6 class. Nuclear-grade valve bodies require 100% radiographic and magnetic particle/penetrant inspection records with full quality documentation archived with the product.
Valve core manufacturing: The valve core (including ball, disc, flap, plug) is the core action element for sealing and control. Ball sphericity error must be controlled at the micron level, sealing surface roughness must be lapped to Ra 0.2 μm or below. Jiangsu Shentong's nuclear-grade ball machining uses five-axis CNC machine tools with laser tracker real-time monitoring, achieving sphericity accuracy to IT4 class.
Valve stem processing: The valve stem must have sufficient torque capacity and bending stiffness, with the surface undergoing precision grinding and nitriding treatment. For nuclear-grade valves, the valve stem must use ferritic-free austenitic stainless steel to prevent magnetic field interference with nuclear instrumentation systems.
Precision assembly: High-end valves must be assembled in constant-temperature (20°C ±1°C), clean environments (Class 100,000 cleanroom or above; semiconductor valves must reach Class 100).
III. Downstream Support: Actuators and Control System Integration
Actuators: Domestic actuator companies include Suzhou Neway (under Zhongmi Holdings), Chongqing Chuan Yi actuators, and Shanghai Automation Instrumentation. Mid-to-low-end actuators are basically localized, but SIL 2 certified smart electric actuators still have substantial Rotork imports.
Smart positioners: Emerson Fisher's FIELDVUE DVC6200, ABB's TZIDC, and Yokogawa's YVP are mainstream high-end products. Domestic Chuan Yi Automation is actively catching up with its complete instrumentation support capability and localized technical service.
Digital integration: With industrial internet and DCS/SCADA system upgrades, smart valve integration is becoming mandatory for large installation procurement. Smart valve components supporting HART, Profibus-PA, Foundation Fieldbus, and 4G/5G wireless connectivity are seeing rapid demand growth.
IV. Geographic Distribution of Industrial Clusters
- Wenzhou (Valve Capital): China's largest valve industrial cluster, mainly mid-to-low-end cast iron and copper alloy valves, with over 2,000 valve factories, annual output accounting for approximately 40% of national total.
- Shanghai: Center for high-end control valves and electric valves, with Chuan Yi, Shanghai Automation Instrumentation, and other state-owned enterprises and foreign-capital manufacturing bases.
- Jiangsu Suzhou/Wuxi: Important production area for nuclear-grade valves (Jiangsu Shentong), LNG valves (Neway Valve), and high-end industrial valves.
- Chengdu: Home base of Chuan Yi Automation, featuring control valves and smart instrumentation valves.
- Wuhan: Mainly power valves and pressure vessel accessories, with Harbin Electric Valves (ultra-supercritical power) and other companies.
- Harbin: Deep tradition of heavy industrial valve manufacturing, with rich technical accumulation in high-temperature, high-pressure fields.
V. Weak Links in the Supporting System: Special Raw Materials and Precision Inspection
Special metallurgical raw materials: Nuclear-grade low-cobalt austenitic stainless steel's domestic supply has long faced problems with composition consistency and batch stability. P91/P92 high-temperature steel processing accuracy and heat treatment uniformity for extra-large specifications remain directions for continuous optimization.
Precision inspection instruments: High-precision coordinate measuring machines, flow calibration equipment, and ultrasonic automatic testing systems are largely dependent on imports from Zeiss (Germany), Hexagon (Sweden), and Renishaw (UK).
Cryogenic sealing materials: Specialty PTFE sealing rings for LNG cryogenic service have limited domestic suppliers with specification consistency lagging Japanese and French products.
Software tools and simulation capabilities: Domestic companies universally use imported software such as ANSYS, ABAQUS, and Fluent for valve flow characteristic calculations (CFD fluid simulation), sealing contact analysis (FEM), and thermodynamic simulation.
VI. Supply Chain Resilience and Strategic Inventory Strategies
High-end industrial valves, particularly nuclear-grade ones, have extremely long procurement lead times (typically 12–24 months, with some Class 1 nuclear categories exceeding 36 months). For nuclear power as an example, each reactor must maintain a certain quantity of specific specifications of safety valves, check valves, and globe valves as spare parts on site to handle unplanned emergency repairs.
VII. Valve Testing and Certification Institution System
National-level testing institutions: Hefei General Machinery Research Institute (HGMRI) is the most important national-level testing institution in the domestic industrial valve field.
Industry association certification: The China General Machinery Industry Association Valve Branch is the industry organization responsible for industry statistics, standard management, and industry integrity assessment.
International certification bodies: TÜV SÜD, Bureau Veritas, Lloyd's Register, and other international certification institutions have local certification service organizations in China, whose certificates are cross-verifiable in their international networks.
Nuclear-grade specific certification: The ASME N-stamp certification is the core qualification for entering the U.S. and international nuclear power markets, with extremely limited domestic valve companies holding it (fewer than 10 nationwide). RCC-M certification (managed by AFCEN) domestic participation is equally sparse.
VIII. Frontier Progress in Valve Testing Technology
Computational Fluid Dynamics (CFD) simulation testing: Before physical prototype manufacturing, high-precision CFD simulation predicts valve flow field distribution, pressure loss, flow characteristics, and cavitation risk under different openings and conditions.
Acoustic emission (AE) monitoring: High-end valve sealing performance testing incorporates acoustic emission monitoring technology to identify the location and size of leakage channels.
Digital QA document systems: Digital quality assurance document systems (electronic QA management platforms) significantly reduce documentation management costs while improving audit traceability efficiency.
IX. The Reshaping Role of Material Innovation on the Valve Supply Chain
Additive manufacturing (3D printing): Metal additive manufacturing (SLM/DMLS) is changing the manufacturing approach for complex valve cores and valve body internal flow paths.
High-entropy alloys (HEA) and amorphous alloys: High-entropy alloys show performance exceeding conventional alloys in wear resistance and corrosion resistance, with application potential in the sealing surface materials field for valves exposed to extremely corrosive media.
Flexible graphite and composite sealing materials: Flexible graphite (Expanded Graphite, EG) is an important material for industrial valve packing, combining high temperature resistance, self-lubrication, and compressible sealing performance. China is the world's largest natural flake graphite producer and has formed a complete flexible graphite processing chain.
Radiation-resistant polymers: Radiation-resistant polymers (such as special polyimides and polyphenylene sulfide composite materials) for nuclear-grade valve seals inside containment structures are a key supporting area for nuclear-grade valve localization.
X. Digital Reconstruction of the Supply Chain: From ERP to Valve Full Lifecycle Platform
The digital transformation of the industrial valve supply chain is evolving from single-point tools toward comprehensive digital platforms covering the entire lifecycle:
Design end: CAD/CAM/CAE tools (CATIA, SolidWorks, ANSYS) are already widely adopted in leading valve companies.
Manufacturing end: MES adoption rate in leading valve companies is approximately 60%–70%, but less than 30% in small and medium enterprises.
Service end: Digital management of the valve full lifecycle (from factory delivery, installation, operational monitoring, to repair and refurbishment) is currently mainly led by foreign companies such as Emerson and ABB.
Chapter 5: Downstream Applications: Petrochemicals, Power, LNG, Semiconductors, and Emerging Sectors
I. Petrochemicals: The Largest Single Downstream, Entering the Equipment Renewal Cycle
Petrochemical valves are the largest single downstream market for Chinese industrial valves, accounting for approximately 35%–40% of total demand. The three major groups — CNPC, Sinopec, and CNOOC — have annual valve procurement estimated conservatively at RMB 30–50 billion, covering the full supply chain of refining, ethylene cracking, polyolefins, aromatics, and fine chemicals.
The 2024–2025 "dual renewal" equipment policy became an important catalyst for petrochemical valve demand. Sinopec confirmed advancing equipment renewal plans at its national refineries, with valve replacements at major refineries expected to bring tens of billions of yuan in incremental orders.
Notably, the major overhaul cycle (typically once every 4–5 years) for high-end ethylene and aromatics integrated plants has a marked pulse-like characteristic. The 2025–2026 period coincides with a concentrated overhaul year for multiple large refinery installations.
II. Nuclear Power: The Crown Segment of High-End Valves
Nuclear power is the downstream application with the highest technical content and largest unit value for industrial valves. A standard pressurized water reactor nuclear island uses approximately 18,000 valves, with procurement of approximately RMB 200–300 million per unit, and the total valve value of an entire nuclear power plant (including the conventional island and nuclear auxiliary systems) can exceed RMB 1 billion.
In 2025, China has approximately 26 nuclear power units under construction, with the scale of approved units under construction ranking first globally. According to China's nuclear power development plan, the target nuclear power installed capacity is 70 GW by 2025 and 110 GW by 2030.
Nuclear power valves are divided into three safety classes: Class 1 nuclear (1E class, directly affecting nuclear safety), Class 2 nuclear (auxiliary systems connected to safety systems), and Class 3 nuclear (general systems in the nuclear island). The higher the class, the longer the certification cycle, higher technical barriers, and more expensive unit price.
The domestic localization rate for nuclear power valves has improved significantly. In "Hualong One" units, the overall localization rate has reached approximately 88%–95%. Jiangsu Shentong covers more than 90% of the domestic market in nuclear power ball valves, while CNNC Sufa holds an important position in Class 1 and 2 nuclear butterfly valves, globe valves, and safety valves, with 2024 revenue of approximately RMB 1.84 billion.
The localization battle for the "crown" categories has not yet been completed. The main steam isolation valve (MSIV) must close within milliseconds and withstand high-temperature, high-pressure steam impact, making it technically extremely demanding. Pilot-operated pressurizer safety valves, which must guarantee precise opening pressure and reliable re-seating under multiple accident conditions, still rely on imports domestically.
III. LNG: From Sole Reliance on Imports to Domestic Breakthrough
LNG (liquefied natural gas) is the most important downstream market for cryogenic valves. LNG receiving terminal valve conditions are extremely harsh: storage tank area valves must operate long-term at -162°C, seawater vaporizer outlets require frequent opening and closing, and all valves must meet DNV GL or Det Norske Veritas certification requirements.
In 2024, China added approximately 22.3 million tons/year of LNG receiving capacity, with 31 operating LNG terminals nationwide and total receiving capacity of approximately 157 million tons/year.
LNG valve demand shows typical "batch concentration, high single-purchase price" characteristics. A 4-million-ton/year LNG terminal has valve procurement of approximately RMB 300–500 million, of which cryogenic ball valves and cryogenic butterfly valves account for more than 60% of the value.
On the localization front, the Longkou LNG project achieved engineering application of a complete series of 42-inch (DN1050) domestically produced cryogenic ball valves, a milestone in China's LNG large-bore cryogenic valve localization. Neway Valve's LNG cryogenic valve products have entered multiple domestic terminals, with continuously expanding market share in medium-bore (DN150–DN600) cryogenic ball valves. However, the overall localization rate for large-bore (DN900 and above) cryogenic ball valves is still approximately 40%, with substantial product volumes from Neles Metso and Velan imports.
IV. Semiconductors: The Largest "Blank Slate" Segment for Domestic Valves
Semiconductor process requirements for valves are the most stringent of all industrial scenarios. For 14nm and below processes, fluid control in etching, deposition, and cleaning process steps imposes extreme demands: internal surface roughness (Ra < 0.1 μm after electropolishing), metal ion contamination (< 0.1 ppb), particle generation rate (<1 particle/cycle @ ≥0.2 μm), pressure stability (< ±0.1%), dead-volume-free design, and chemical resistance (HF, H₂O₂, O₃, etc.).
The global semiconductor UHP valve market is approximately USD 1.2 billion (2024), projected to exceed USD 2 billion by 2030. Switzerland's VAT Group holds approximately 75% global market share in vacuum valves, with Japan's Fujikin and U.S. Swagelok dominating process fluid valves. Domestic chip manufacturers (SMIC, Yangtze Memory, Hua Hong) source virtually 100% of their valves from imports.
Domestic vacuum and UHP valve companies such as Donghui Valves, Shenhe Valves, and Hualiu Technology have started R&D, with some products entering customer verification stages, but the overall technology maturity level is approximately 5–8 years behind VAT and Fujikin.
V. Municipal Water Supply, Mining, and Other Downstream Markets
Municipal water supply is one of the largest downstream markets for butterfly valves and gate valves, with a localization rate approaching 100%, but extremely fierce competition and gross margins typically in the 20%–30% range.
The hydrogen energy supply chain is the most closely watched emerging downstream for 2025–2030. Hydrogen refueling station valves (35 MPa/70 MPa pressure reducing valves, high-pressure globe valves, safety valves) are at the frontier of domestic substitution battles.
VI. The Evolution of Refined Demand from Petrochemical Plants for Valves
From 2024 to 2025, the petrochemical industry's demand for valves has evolved from simple "pipeline switching control" to "process system intelligent operations." Owners are increasingly inclined to procure "smart valve components" that include intelligent actuators, positioners, and fieldbus modules, or even "full lifecycle service packages" covering valve management software and remote diagnostic services.
This shift from "single-item procurement" to "service bundling" is a double-edged sword for domestic valve companies. On one hand, full lifecycle service capability has become an important plus in new procurement by large refineries; on the other hand, companies that rely purely on product manufacturing capability and cannot provide integrated services will see their win rates in high-end project bids continuously decline.
VII. Synergistic Growth Effect of Nuclear Power and LNG Downstream
Nuclear power and LNG, the two main downstream sources of high-end valve demand, are showing an unprecedented simultaneous growth trajectory in 2025–2030. Moreover, the high-end valve capabilities required for these two tracks have high technical correlation (both requiring cryogenic/high-pressure material certification systems, precision sealing technology, and stringent quality assurance systems).
VIII. Structural Impact of the New Power System on Valve Demand
Since 2025, "new power system" construction (large-scale new energy + energy storage + smart grid) is reshaping the valve demand structure in the power industry. While photovoltaic and onshore wind power basically do not use traditional fluid control valves, large energy storage systems (flow batteries, compressed air energy storage) and coal power flexibility renovation are sources of incremental valve demand.
IX. Metallurgical Industry Valve Demand: Special Scenarios for High-Temperature, Wear-Resistant Valves
Blast furnace gas and converter gas systems: Metallurgical industry produces large amounts of blast furnace gas (containing CO, H₂S, dust) requiring large quantities of dust-wear-resistant sealing valves.
Continuous casting and rolling systems: Steel continuous casting systems have stable demand for hydraulic control valves and large-flow water valves.
Non-ferrous metal hydrometallurgy: Copper, nickel, and cobalt hydrometallurgy involves high-concentration acidic solutions, requiring highly corrosion-resistant valves (rubber-lined butterfly valves, Hastelloy globe valves).
X. Hygienic Valve Demand in Pharmaceutical and Food Industries
The pharmaceutical (GMP certification) and food (FDA certification) industries have unique "hygienic grade" requirements. Core characteristics of sanitary valves: no dead-zone flow path design; precision internal surface polishing (Ra ≤ 0.8 μm); full stainless steel material (316L mainstream); Clean-In-Place (CIP) and Sterilize-In-Place (SIP) capability; no lubricants. The estimated 2025 domestic market size is approximately RMB 5–8 billion, with annual growth approximately 10%–15%.
XI. Coal Chemical Industry and New Materials: Special Battlefield for High-Temperature, High-Pressure Valves
China is the world's largest coal chemical producer. Coal chemical installations have extremely stringent demands for high-temperature, high-pressure valves:
Coal gasification units (operating temperature 1200–1500°C, pressure 2.5–6.5 MPa): Slurry valves must achieve precise throttling in high-temperature, high-pressure fluid containing solid particles. The number of enterprises globally that can produce valves for these conditions can be counted on one hand.
Fischer-Tropsch synthesis units (coal-to-liquid route): reactor temperature 180–350°C, pressure 2–4 MPa, with wax and catalyst dust, requiring forged steel valves with special surface treatments.
Hydrocracking and hydrotreating units: Must meet NACE MR0175 (hydrogen sulfide stress corrosion resistance standard) requirements.
XII. Municipal and Water Supply: High Volume, Low Price, the Domain of Scale Economics
Municipal water supply (drinking water, wastewater treatment, stormwater management) is one of the largest "high volume, low price" sub-markets for industrial valves:
Products: Mainly gate valves and butterfly valves, primarily DN50–DN2000 in size, mainly cast iron valves (ductile iron) or low-carbon steel rubber-lined.
Policy drivers: "Sponge City" initiatives, urban aging pipe network renovation, and water supply network leakage control (the national "14th Five-Year Plan" requires water supply network leakage rate to drop below 8% by 2025) are important drivers.
Chapter 6: Profiling the Key Players
I. Domestic Leading Enterprise Profiles
Jiangsu Shentong (A-share 002438)
Jiangsu Shentong is the most representative private enterprise in China's nuclear power valve field, headquartered in Suzhou, Jiangsu, specializing in nuclear-grade valve development and production. In the domestic nuclear power valve sub-market, particularly nuclear-grade ball valves, market share exceeds 90%, and it is a core supplier for mainstream nuclear power models such as Hualong One and CAP1000.
The company's core barriers are: over twenty years of nuclear QA system accumulation, stable full-process manufacturing capability for nuclear-island-class valves, and deep strategic synergy established with nuclear power groups such as CNNC and CGN.
Jiangsu Shentong's growth logic is highly tied to the pace of Chinese nuclear power construction: every newly approved Hualong One unit corresponds to potential ball valve orders of more than RMB 100 million.
Neway Valve (A-share 603699)
Neway Valve is one of the most comprehensive listed industrial valve companies in China, covering multiple high-end industrial scenarios including oil and gas pipelines, LNG, petrochemicals, coal chemicals, and marine. 2024 revenue was approximately RMB 6.24 billion, up approximately 12.5% year-on-year.
Neway Valve's advantage lies in product line breadth and global footprint. The company's exports account for approximately 40%, with products sold to more than 70 countries, one of the few Chinese valve companies that has entered the supply chains of international oil companies (IOCs) and international LNG companies.
CNNC Sufa (A-share 000777)
CNNC Sufa is a nuclear valve holding listed company under CNNC, specializing in nuclear power valves and industrial valves, with 2024 revenue of approximately RMB 1.84 billion. Relying on CNNC's dominant position in nuclear power general contracting, the company has unique strategic resource advantages with extremely stable orders.
Chuan Yi Automation (A-share 603100)
Chuan Yi Automation is China's largest industrial instrumentation and smart control valve manufacturer, with 2024 revenue of approximately RMB 7.59 billion. The company's Chongqing Chuan Yi Automation Instrumentation division is a leading domestic control valve supplier, serving multiple industries including petrochemicals, chemicals, power, and metallurgy.
Chuan Yi invested earliest in smart valves and is one of the first domestic companies to launch control valve smart positioners and valve management systems (VMS). Its product matrix covers instruments (temperature, pressure, flow measurement), control valves, actuators, and control systems, forming a "complete chain" in industrial automation instrumentation.
Harbin Electric Valves
Harbin Electric Group's valve division deeply cultivates ultra-supercritical coal power and large hydropower industrial valves. In the ultra-supercritical coal power valve field (600°C/30 MPa main steam globe valves, control valves), Harbin Electric Valves holds approximately 70% domestic market share. In large hydropower valve configurations — including Baihetan and Wudongde giant hydropower stations' large-bore electric butterfly valves (DN3000 and above), spherical valves, and hydraulically controlled globe valves — Harbin Electric Valves has important supply records.
Kaiquan Pump Industry's valve division, mainly pump-matched valves and municipal water valves, is a leading domestic municipal and building industrial valve brand.
Zhejiang Sanfang Control Valve Co., Ltd. is a representative enterprise in the domestic professional control valve field, focused on high-performance control valves, serving petrochemical, power, and chemical customers.
Ziyi Automation
Shanghai Automation Instrumentation Co., Ltd. (Ziyi Automation) is a representative enterprise in China's instrumentation-type smart control valve field, deeply cultivating smart control valves and industrial automation control elements.
II. Foreign Brand China Market Landscape
Emerson Fisher: Global leader in control valves and smart valves, with approximately 30%–40% market share in China's high-end refineries and chemical installations, firmly occupying the top customer group with FIELDVUE series smart positioners and AMS valve management software.
Flowserve: Global pump-valve integrated giant, FCD division focused on control valves and industrial valves, mainly serving large Sinopec and CNPC refineries and chemical plants, with significant advantages in corrosion-resistant specialty alloy valves and high-differential-pressure control valves.
Crane Co: American century-old valve company, with products covering steam, chemical, and nuclear power fields.
IMI Critical Engineering: UK IMI Group subsidiary, focused on ultra-high-pressure, high-temperature, high-differential-pressure extreme condition control valves, a high-end player in nuclear power, hydrogen compression, and LNG.
Velan: Canadian nuclear power specialist valve company, with approximately 50 years in the global nuclear power market, 2024 revenue of approximately USD 347 million, with China nuclear power market contributing approximately 15%–20%.
III. Deep Analysis of Foreign Enterprise Technical Barriers: Why They Are Hard to Imitate
Tacit knowledge non-replicability: A considerable proportion of high-end valve manufacturing technology is "tacit knowledge" — the feel of precision lapping, experiential judgment in control valve flow characteristic tuning, recognition of abnormal sounds in LNG cryogenic testing. This knowledge cannot be fully obtained through patent documents or technical manuals and can only be formed through long-term practical accumulation and mentoring.
Irreplaceability of global service networks: Emerson and Flowserve's global service networks (technical support centers, field engineers, spare parts warehouses) cover all major industrial nations, providing 24-hour response service at any location.
First-mover advantage of standard-setting authority: Many parameter settings in major valve technical standards such as API, ASME, and ISO (such as the formula for calculating the flow coefficient Cv and leakage class classifications) actually originate from the technical practices of companies like Emerson and Flowserve, invisibly embedding their product design optimization directions into standard texts.
Self-reinforcing effect of customer stickiness: Once a large installation selects a valve brand, subsequent maintenance, upgrades, and expansion tend to maintain the same brand to ensure spare parts compatibility and operator familiarity.
IV. Summary of Competitive Landscape by Sub-Segment
| Category | Domestic Leader | Foreign Dominant Brands | Localization Rate (2026) |
|---|---|---|---|
| Nuclear power ball valve | Jiangsu Shentong | Velan, IMI | 90%+ |
| Nuclear power butterfly/globe valve | CNNC Sufa | Velan, L&T | 85%+ |
| Main steam isolation valve (Crown) | In progress | Velan, IMI | <50% |
| LNG medium-bore cryogenic ball valve | Neway Valve | Neles Metso | 60%+ |
| LNG large-bore cryogenic ball valve | Few companies breaking through | Neles Metso, Velan | 40% |
| Control valve (standard grade) | Chuan Yi, Zhejiang Sanfang | Emerson, ABB | 55% |
| Control valve (high end) | Chuan Yi, Ziyi | Emerson, Flowserve | 30% |
| Petrochemical general | Neway Valve etc. | Crane, Flowserve | 80%+ |
| Semiconductor vacuum valve | Early stage | VAT, Swagelok | <10% |
| Hydrogen refueling station 35MPa | Qipan etc. | GFI, OMB | 50%+ |
| Hydrogen refueling station 70MPa | Very few | GFI, OMB, Luxfer | <20% |
V. Foreign Enterprise Deep Localization Strategy
From 2023 to 2025, major foreign valve companies have universally adjusted their China market strategies toward "deeper localization" to respond to domestic substitution pressure and geopolitical risks:
Emerson: Continues to increase China R&D investment, with a research center in Shanghai developing localized products for China-specific conditions; actively participates in Chinese industry standard formulation.
Flowserve: Has Asia-Pacific manufacturing base in Shanghai; some products manufactured locally for the Chinese market, reducing logistics costs and delivery cycles.
IMI Critical: Has sales and service organizations in China; focuses on maintaining technical cooperation relationships with nuclear power customers such as CNNC and CGN.
This deeper localization strategy is essentially a strategic contraction by foreign brands, actively abandoning mid-to-low-end markets and concentrating resources to defend the most difficult-to-localize categories such as nuclear power, high-end control valves, and large-bore LNG.
Chapter 7: Localization Mapping and Factory Database Insights
I. The Uneven Landscape of Localization
China's industrial valve localization process is absolutely not a uniform linear progress, but rather a highly stratified, category-specific, scenario-specific uneven system. To summarize 2026 in one sentence: General-purpose products were long over-localized; high-end specialty categories are still struggling to break through.
This judgment is backed by nearly diametrically different technical barriers and certification cycles between product tiers: a standard flanged gate valve takes no more than three months from design to production and shipping; a Class 1 nuclear main steam isolation valve typically requires over ten years from R&D initiation to obtaining Nuclear Safety Authority type approval. The certification threshold is the deepest moat, and the fundamental reason why the localization process is so slow in high-end categories.
II. Five-Level Localization Classification Framework
The research institute classifies industrial valve localization into five levels:
Level 1: Fully localized (localization rate >95%): Civilian general-purpose valves: standard flanged globe valves, ball valves, gate valves; municipal water supply valves; standard gas pipeline valves.
Level 2: Highly localized (localization rate 80%–95%): Standard petrochemical pipeline valves (conventional conditions): API 6D products; coal power ultra-supercritical valves (mature units); nuclear power overall (including Classes 2 and 3), with Hualong One overall localization rate approximately 88%–95%.
Level 3: Partial breakthrough, still significant import gap (localization rate 40%–80%): LNG small-to-medium-bore cryogenic ball valves: approximately 60% localization rate; LNG large-bore (DN900 and above) cryogenic ball valves: approximately 40% localization rate; high-end control valves (core process control circuits): approximately 30%–50% localization rate; hydrogen refueling station 35 MPa pressure valves: approximately 50%–60% localization rate.
Level 4: Starting breakthrough, import-dominated (localization rate 10%–40%): Nuclear power "crown" categories (main steam isolation valves, pilot-operated safety valves, bursting discs); hydrogen refueling station 70 MPa pressure reducing valves: approximately 15%–25% localization rate; semiconductor UHP fluid valves: < 20% localization rate.
Level 5: Almost entirely imported (localization rate < 10%): Vacuum valves (semiconductor process grade): VAT Group holds approximately 75% global share; ultra-high-end precision control valves for scientific instruments.
III. Manufacturing B2B Platform Data Insights: Valve Manufacturing Map Among 4.8 Million Factories
The Tianxia Gongchang database covers 4.8 million operational factories in China, of which more than 30,000 are specialized in valve manufacturing, covering the full category manufacturing system from cast iron valves, forged steel valves, to stainless steel valves. From the database perspective:
Extreme scale differentiation: More than 90% of valve manufacturing factories in the database are small and medium-sized enterprises (annual output below RMB 5 million); those truly capable of high-end specialty valve manufacturing account for less than 1% of the total.
Concentrated origin: Wenzhou (including Longwan and Oubei) valve factory numbers account for approximately 35%–40% of nationally registered factories.
Sub-category activity: Ball valve factories and butterfly valve factories have the highest operational factory density.
Upstream support completeness differences: Nuclear-grade valve castings and valve seals operational factory numbers are relatively scarce.
IV. Accelerators and Resistance to the Localization Process
Accelerators: Policy push ("dual renewal" policy, nuclear QA localization green channel); capital support (nuclear power valve companies receive high valuations in A-share markets); increased certainty of technology pathways.
Resistance: Long certification cycles (5–10 years for nuclear and high-end LNG valves); engineering validation risk (nuclear power and LNG owners require 2–3 engineering cases, with cumulative operating time above 15,000 hours); foreign technology continues to iterate.
V. Localization Verification Path: From Engineering Prototype to Batch Supply
High-end industrial valve localization follows a relatively fixed verification path:
Step 1: Material and process pre-research.
Step 2: Design finalization and prototype manufacturing (3–5 units).
Step 3: Type certification testing (pressure testing, leak testing, functional cycle testing, temperature condition testing, seismic testing for nuclear-grade, etc.).
Step 4: Engineering demonstration application (continuous operation ≥15,000 hours, approximately 2 years).
Step 5: Entry into Approved Vendor List (AVL) — the most time-consuming step is Step 4, with a minimum non-compressible time of approximately 2 years.
VI. Regional Localization Strategy Differences: Hualong One vs. CAP1000
The two main reactor types in China's nuclear power — Hualong One (CNNC system) and CAP1000 (SPIC/SNIE system) — have significant differences in valve procurement strategies. Hualong One's design is more based on the RCC-M specification, with a relatively open supply chain; CAP1000's design follows the AP1000 (Westinghouse nuclear technology), strictly following the ASME standard system, with the technology source (Westinghouse/Framatome) being relatively conservative in accepting vendor changes. Domestic suppliers' difficulty in entering CAP1000 nuclear island AVL is slightly higher than for Hualong One.
Chapter 8: Price Bands and Business Models
I. Price Stratification Logic for Industrial Valves
Industrial valve price spans are extremely wide, rare among manufacturing single products. From plastic mini-ball valves under RMB 10 to nuclear Class 1 main steam globe valves priced above RMB 5 million, the price difference exceeds five orders of magnitude.
General-purpose standard product price range (ex-factory price per unit):
- Cast iron flanged ball valve (DN50, PN10): RMB 30–80
- Carbon steel flanged gate valve (DN100, PN16): RMB 150–400
- Stainless steel valve (316L, DN80, PN40): RMB 500–1,500
Industrial mid-range product price range:
- Pneumatic control valve (DN50, ANSI Class 300, carbon steel body): RMB 8,000–25,000
- Forged steel valve high-pressure ball valve (DN25, Class 1500, A105 material): RMB 3,000–8,000
- Electric butterfly valve (DN200, double-offset, carbon steel): RMB 4,000–12,000
High-end industrial product price range:
- LNG cryogenic ball valve (DN300, Class 300, 304 stainless steel): RMB 150,000–400,000
- LNG large-bore cryogenic ball valve (DN1050/42 inches): RMB 2–5 million
- Ultra-supercritical main steam globe valve (DN200, Class 2500, P92 material): RMB 300,000–800,000
Nuclear-grade valve price range:
- Class 3 nuclear ball valve (DN80, Class 600): RMB 50,000–150,000
- Class 2 nuclear globe valve (DN50, Class 1500): RMB 300,000–800,000
- Class 1 nuclear main steam isolation valve (DN450): RMB 2–5 million
Semiconductor UHP valve price range:
- Process gas UHP ball valve (DN10, VCR fitting, 316L EP polished): RMB 5,000–20,000
- Vacuum butterfly valve (VAT brand, DN250): RMB 30,000–80,000
II. Business Models: Engineering Supply, Project-Based, and Aftermarket Spare Parts
Project-based engineering supply is the primary business model for high-end industrial valves. Once in the AVL, companies have strong exclusive stickiness.
Aftermarket spare parts is an important source of medium-to-long-term cash flow. Large refinery annual maintenance spare parts procurement typically accounts for 15%–25% of initial valve procurement value; nuclear power plant valve maintenance and spare parts services are even more long-term stable.
Export trade and OEM contract manufacturing is the mainstream model for mid-to-low-end valve companies. The U.S. tariff shock forced export structure acceleration adjustments, with direct exports to the Middle East becoming an alternative path.
Full lifecycle service is the most important competitive weapon for foreign companies and the weakest area for domestic companies. Emerson and Flowserve both offer full lifecycle service contracts covering valve selection, installation and commissioning, online diagnostics, preventive maintenance, major overhaul refurbishment, and decommissioning.
III. Gross Margin Structure and Profitability
Industrial valve industry gross margins are highly correlated with product technical level:
- General-purpose civilian valves: comprehensive gross margin 15%–25%
- Industrial mid-range petrochemical valves: gross margin 25%–40%
- High-end control valves: gross margin 40%–55% (Emerson global valve business gross margin approximately 55%)
- Nuclear-grade valves: gross margin 45%–65%
- LNG large-bore cryogenic valves: gross margin 50%–70%
- Semiconductor UHP valves: gross margin 60%–80%
From listed company financial data cross-verification: Neway Valve comprehensive gross margin approximately 35%–40%; Jiangsu Shentong (nuclear power valves dominant) comprehensive gross margin approximately 45%–55%.
IV. Channels and Procurement Decision Chain
Industrial valve procurement decisions are typically jointly made by design institutes (formulating selection specification sheets), owners (final decisions/AVL approval), and EPC/engineering companies (commercial procurement), forming a multi-stakeholder procurement loop. The influence of design institutes is often underestimated — when a design institute specifies a particular brand in a specification sheet, replacement difficulty is extreme.
V. Tiered Pricing and Flexible Contract Mechanisms
Nuclear-grade and LNG large-bore cryogenic valve pricing is closer to a composite model of "cost-plus + certification premium + supply scarcity premium." Multi-year framework contracts (3–5 years) are common in nuclear power and LNG major project valve procurement.
VI. Value Chain Upgrading Strategy: From Component Supplier to System Integrator
Self-produced actuators and positioners: Providing "valve + actuator + positioner" packaged supply not only increases single-transaction amounts but also establishes system-level integration commissioning advantages.
Establishing on-site service teams: Converting product sales into sustained service revenue through resident engineers.
Providing customized engineering design support: For special conditions, providing valve selection calculation software and customized engineering calculations to design institutes.
Chapter 9: Typical Customer Cases — Hualong One, LNG Terminals, and Semiconductor UHP
I. Hualong One Nuclear Unit Supply: A Localization Sample
Hualong One (HPR1000) is China's fully proprietary third-generation nuclear technology. Taking the Fangchenggang Nuclear Power Station Hualong One unit as a reference case:
Valve scale: Each Hualong One unit requires approximately 18,000 various types of valves. Safety-grade (nuclear Classes 1 and 2) valves account for approximately 30% in quantity but approximately 70% in value.
Localization supply landscape: In the Fangchenggang Hualong One project, domestically produced valves (by quantity) already exceed 90%. Jiangsu Shentong assumed the main nuclear-grade ball valve supply tasks; CNNC Sufa supplied nuclear-grade butterfly valves and some globe valves; Harbin Electric Valves supplied high-temperature, high-pressure valves on the conventional island side.
"Crown" categories still relying on imports: Main steam isolation valves (MSIV) — which must shut in 5 seconds after a main steam pipe break accident and maintain sealing under high-temperature steam impact and aftershock conditions — still use imported products at Fangchenggang.
Commercial impact: Hualong One is being built in large quantities in China (26 units under construction in 2025) and as the main Chinese nuclear power export type is heading to "Belt and Road" countries (Karachi, Pakistan; Bradwell, UK, etc.), providing domestic nuclear-grade valve suppliers with a dual-wheel growth logic of domestic and international markets.
II. Large LNG Terminal Cryogenic Valve Supply: A Localization Milestone
Longkou LNG Terminal Case
The Longkou Nanshan LNG terminal in Shandong province is an important validation platform for Chinese LNG large-bore domestic cryogenic valves. The project first applied domestically produced 42-inch (DN1050) cryogenic ball valves in the full-process LNG receiving critical positions, marking a milestone breakthrough.
Neway Valve was one of the main domestic suppliers of cryogenic ball valves for this project. Testing required full-size cryogenic leak verification in liquid nitrogen (-196°C) environments, including cryogenic sealing tests, cryogenic torque tests, and thermal shock cycle tests (repeated cycling from ambient temperature to -196°C more than 20 times).
Engineering significance: LNG large-bore cryogenic ball valves are the most expensive single category of valve in LNG terminals, with single-unit prices ranging from RMB 2 million to RMB 5 million. A 4-million-ton/year terminal requires approximately 100 various-specification cryogenic ball valves, with import amounts of approximately RMB 100–200 million. The Longkou localization breakthrough means subsequent terminal projects can potentially raise the large-bore cryogenic ball valve localization rate from 40% to 60%–70%.
III. Semiconductor UHP Valve Localization: From 0 to 0.1
SMIC 14nm Production Line Valve Procurement Analysis
The critical process module (etching, thin film deposition, cleaning) UHP vacuum and fluid control valves for SMIC's 14nm node line are essentially 100% sourced from overseas: VAT Group for vacuum gate valves and pressure relief valves; Fujikin for precision fluid valves in gas panels (VMB); Swagelok for ultra-high-purity fluid fittings and combination valves.
This import dependence is not a capital issue but a technical standards issue: any insufficiently validated valve replacement could introduce particle contamination or metal ion contamination, causing wafer rejection rates to surge.
Status of domestic enterprise R&D: Domestic companies including Donghui Valves (Zhejiang) have entered the UHP valve R&D track. Some companies have completed particle testing in Class 100 cleanrooms and are entering domestic equipment maker verification processes, but are 3–5 years from mainstream chip factory introduction.
Market scale and strategic significance: The global semiconductor-specific valve market is approximately USD 1.2 billion (2024), with China's share approximately 25% (approximately USD 300 million). Supply chain security for semiconductor companies has risen to strategic level since 2025, far outweighing pure cost considerations.
IV. Hydrogen Refueling Station Valve Supply: Engineering Breakthroughs in Ultra-High-Pressure Sealing
Hydrogen conditions pose unique challenges to valves:
Hydrogen embrittlement: Hydrogen molecules can penetrate metal crystal lattices, causing hydrogen embrittlement fractures. Materials with very low hydrogen embrittlement sensitivity (such as austenitic stainless steel, Inconel alloys) must be selected.
Ultra-high-pressure sealing: 35 MPa working pressure is approximately 20–30 times ordinary industrial pressure; 70 MPa is even more extreme. Ultra-high-pressure sealing technology requires sealing surface machining precision at the sub-micron level.
Rapid filling thermal shock: During hydrogen refueling, high-pressure hydrogen rapidly fills the vehicle's onboard storage tank, releasing large amounts of heat, causing rapid temperature changes in valve components.
Domestic 35 MPa hydrogen refueling station pressure reducing and safety valves: Qipan and other companies have completed engineering application validation at multiple hydrogen refueling stations. For 70 MPa valves, domestic research institutions have started preliminary R&D, but commercial supply is still far away.
V. Offshore Platforms and Deep-Sea Equipment Specialty Valve Demand
Deep-water oil and gas development in the South China Sea and offshore equipment construction are driving growing demand for specialty valves for offshore platforms and subsea production systems, a sub-segment insufficiently covered by mainstream research. Subsea production system (water injection trees, water injection manifolds) valves must reliably operate at 300–3,000 meter depth, high pressure (30–150 MPa), low temperature (approximately 4°C), and in seawater corrosion environments.
VI. Valve Procurement Breakdown for a 4 Million-ton LNG Terminal
Storage tank area: Large cryogenic butterfly valves (DN600–DN1200) for liquid inlet/outlet control and emergency isolation at each of 4 tanks of 160,000 m³ capacity. Total valve procurement approximately RMB 150–250 million.
Unloading arm area: Each arm equipped with Emergency Release System (ERS) and cryogenic globe valves, requiring fast response (ERS must disconnect within 0.5 seconds). Procurement approximately RMB 30–50 million, basically import-dependent.
Vaporizer area: Open rack vaporizers (ORV) and submerged combustion vaporizers (SCV) with medium-to-large-bore globe valves and control valves. Localization rate approximately 50%–65%.
Export area: Large-bore (DN500–DN800) high-pressure ball valves and globe valves at approximately Class 900–1500 pressure rating. Neway Valve and other domestic companies can supply in batches.
Total valve procurement for a 4-million-ton/year LNG terminal approximately RMB 400–600 million. Large-bore cryogenic ball valves (approximately 60% still imported) account for approximately 30%–35% of the total.
VII. International Path of Neway Valve as a Comprehensive Valve Company
Neway Valve's international path has typical reference value:
Pre-certification strategy: Systematically obtaining API 6D, API 608, CE PED, and other international certifications early, using these as qualification passports to enter international markets.
EPC contractor breakthrough: Over many years entering the approved vendor lists of international top EPC contractors such as Bechtel, TechnipFMC, and Saipem, the key node for entering LNG, petrochemical, and other large international engineering project supply chains.
LNG differentiated positioning: Positioning LNG cryogenic valves as the core export competitive category — on one hand global LNG project rapid growth provides continuous market opportunities; on the other hand the relatively high technical barriers of LNG cryogenic valves allow Neway to maintain relatively higher export unit prices and gross margins.
Multi-regional export structure: After U.S. tariff increases, Neway's export structure adjusted relatively agilely, transferring some U.S. export losses to the Middle East and Southeast Asia.
VIII. Coal Chemical Installations: Domestic Highest-Complexity High-Temperature Valve Application Scenario Case
Taking a large coal-to-olefins installation in Inner Mongolia (annual production of 600,000 tons of polyolefins) as an example, total valve procurement approximately RMB 120–180 million:
Coal gasification unit (most demanding conditions): Aerospace furnace (GSP gasification technology) operating above 1300°C, pressure 3.8 MPa. Slurry valves must achieve precise throttling in high-temperature, high-pressure fluid containing solid particles. Unit valve values RMB 300,000–500,000 each, with domestic substitution rate extremely low.
Methanol cold washing unit: Operating below -50°C, pressure 6–8 MPa, with methanol and acid gases. Domestic enterprises have partially met supply needs.
Shift conversion unit: Approximately 50%–70% localization rate for valves in this unit.
IX. Deep Analysis of Semiconductor UHP Valve Application Scenarios
A 12-inch (300mm) wafer fab with monthly production of 50,000 wafers has total UHP valve procurement of approximately RMB 150–400 million — and this does not include the long-term maintenance and spare parts consumption over 15 years of equipment life.
Gas distribution systems (GDS/VMB): Over 10,000 UHP valves in a single 12-inch wafer line, all sourced from Fujikin, SMC, Swagelok, or Parker. Total procurement approximately RMB 15–30 million, with domestic company market share near zero.
Wet etching/cleaning systems: Ultra-pure HF, H₂SO₄, H₂O₂ handling requires PTFE-lined ultra-pure liquid valves (UPL Valve) or perfluoroalloy (PFA) valves; perfluoroalloy valves almost entirely sourced from U.S. companies like Entegris and Parker.
Vacuum systems: Thin film deposition (CVD, PVD) and etching (Dry Etch) process vacuum valves must achieve 10⁻⁹ Torr high-vacuum sealing, mainly sourced from VAT (Switzerland) and MKS Instruments.
Chapter 10: Investment, Financing, and Mergers & Acquisitions: Industrial Consolidation Accelerates
I. Domestic Capital Markets: Nuclear Power Valves Become a High-Prosperity Segment
From 2024 to 2025, the capital market heat in China's industrial valve field has significantly differentiated: nuclear power valve-related companies enjoy high valuation premiums, while general-purpose valve companies are generally priced at low P/E multiples.
Jiangsu Shentong (002438): Estimated 2024 net profit in the RMB 300–400 million range, P/E in the 40–60x range, market cap oscillating in the RMB 15–20 billion range, significantly above the machinery industry average of 20–30x P/E.
CNNC Sufa (000777): Market cap has entered the billion yuan range, P/E ratio similar, with nuclear power acceleration expectations permeating the entire valuation logic.
Neway Valve (603699): Wider product line, greater cyclical volatility, P/E relatively lower (approximately 20–30x), but LNG valve localization breakthrough is improving valuation expectations.
Chuan Yi Automation (603100): As a comprehensive platform of automation instruments + valves, valuation is constrained by the instrument division's cyclicality.
II. Financing and Capacity Expansion
Nuclear-grade valve companies' capital expenditures focus on two directions: expanding dedicated nuclear-grade production lines, and strengthening R&D capabilities, particularly targeted R&D investment in "crown" categories.
Jiangsu Shentong completed a fixed increase financing of approximately RMB 1–1.5 billion, mainly for expanding nuclear-grade ball valve capacity and improving testing capabilities; CNNC Sufa also has ongoing capacity expansion projects.
III. Global M&A Landscape: Lessons from Metso's Integration of Neles
In 2021, Finland's Metso completed the acquisition of Neles (the original Valmet valve business, listed independently in 2020), forming the Flow Control division under Metso Outotec. Neles had been the largest single imported cryogenic ball valve supplier for Chinese LNG terminals.
Flowserve has recently strengthened its technical depth in the ultra-high differential pressure control valve field through acquisitions of multiple specialty valve companies. Emerson's strategy is to continuously integrate automation software capabilities, binding valve hardware with the AspenTech digital platform to form an integrated hardware-software "moat stacking."
IV. Chinese Enterprise M&A Strategies
Horizontal integration: Cases of large-to-medium enterprises acquiring small valve factories in traditional valve production areas such as Wenzhou, consolidating capacity and unifying quality control.
Upstream extension: Some high-end valve companies are beginning to invest in or take controlling stakes in valve casting and forging suppliers.
Technology acquisition: Acquiring an overseas company with nuclear-grade or LNG cryogenic valve certification qualifications would theoretically be the fastest shortcut to gaining certification and technical accumulation, but political and regulatory sensitivity (nuclear technology export controls, foreign investment security review) makes such acquisitions extremely difficult in practice.
Joint ventures with foreign companies: Within the scope not involving nuclear technology transfer, some domestic companies obtain product design and production process authorizations through technology license agreements with foreign companies.
V. Private Equity and Strategic Funds in the Industrial Valve Field
Industrial valve sector attracted private capital attention approximately after 2022–2023. Multiple national manufacturing industry funds and market-oriented PE funds began targeted investments in high-end industrial valve sub-segments.
National large fund linkage: The National Integrated Circuit Fund (Big Fund), though primarily targeting semiconductors, has generated early investment interest in semiconductor-specific valves (UHP valves, vacuum valves) through the semiconductor supply chain extension investment logic.
Strategic industrial investor participation: CNNC, SPIC, and other nuclear power owner groups began participating in equity financing of nuclear-grade valve suppliers in strategic investment form — both strategic binding (ensuring nuclear-grade valve supply chain stability) and capital positioning (sharing excess returns from the nuclear power valve high-prosperity cycle).
VI. Strategic Barriers to Overseas M&A and Alternative Paths
Regulatory barriers: Nuclear technology-related equipment is controlled under the Wassenaar Arrangement and U.S. EAR (Export Administration Regulations). Acquiring a nuclear valve supplier may trigger CFIUS review; European foreign investment reviews on key industrial equipment companies are also tightening.
Alternative paths: More feasible alternatives include: bringing in overseas nuclear valve expert teams (through market recruitment after non-compete agreements expire), establishing joint R&D platforms in third countries (such as Singapore and UAE neutral locations), and attracting nuclear valve R&D talent through academic cooperation and postdoctoral programs.
VII. Industrial Valve Investment Value Analysis Framework: Stock Selection Logic Through Cycles
Core dimension 1: Depth and breadth of certification barriers. Nuclear N-stamp (ASME), API brand, CE PED certification forming a multi-level certification matrix — the deepest moat, difficult to imitate.
Core dimension 2: Durability of downstream structure prosperity. Nuclear power valve growth has specific unit approvals as fundamental support (high visibility); LNG cryogenic valve growth is strongly correlated with global LNG trade volume (medium-to-long-term structural growth).
Core dimension 3: Product appreciation path. Through digital and smart upgrades to achieve single-unit value increases — integrating smart positioners can increase control valve unit prices by 40%–80%.
Core dimension 4: Cash flow quality. Nuclear-grade valve procurement typically has higher down payment ratios (30%–50%), with relatively certain post-delivery payment cycles. Nuclear power main contractors have far superior credit quality compared to ordinary petrochemical owners.
Chapter 11: Policy and Standards: The Institutional Framework Shapes the Industrial Landscape
I. National Policy: Multi-Line Simultaneous Top-Level Design
"Dual renewal" policy (large-scale equipment renewal and trade-in, issued in early 2024): Explicitly includes high-end control valves and industrial automation valves, providing clear policy benefits for domestic companies with product qualifications.
Accelerated nuclear power approval: China's nuclear power approvals have noticeably accelerated since 2024, with 2024 full-year approvals reaching historical highs. The National Energy Administration has specified a nuclear power installed capacity target of 110 GW before 2030, compared to the 70 GW target for 2025 — an increment of over 40 GW, corresponding to approximately 20–25 additional Hualong One units, directly driving approximately RMB 5–6 billion in new nuclear-grade valve procurement space.
Hydrogen energy development plan: The National Hydrogen Energy Long-term Development Plan (2021–2035) sets a 2025 fuel cell vehicle ownership target of 50,000 vehicles and more than 1,000 hydrogen refueling stations. High-pressure valve (35 MPa/70 MPa pressure reducing valves, safety valves) localization in hydrogen infrastructure is considered key to supply chain security.
Semiconductor supply chain security: MIIT continues to advance integrated circuit key component localization projects.
"Manufacturing Industry Strong Chain, Supplement Chain" special projects: High-end control valves, LNG cryogenic valves, and nuclear-grade valves are listed in MIIT's "Manufacturing Industry Strong Chain, Supplement Chain" priority R&D list.
II. Industry Standards System: Progress in Aligning with International Standards
Domestic main standard series: National standards for industrial valve general performance, material selection, and test method systems are relatively complete, with good international compatibility with ISO, API, and other international specifications.
Nuclear-grade valve standards: China has established a nuclear QA system with the National Nuclear Safety Administration (NNSA) as the regulatory core, referencing ASME NQA-1 and French RCC-M specifications.
LNG valve standards: Domestic LNG terminal designs largely adopt DNV-ST-0016 and other international industry specifications; domestic cryogenic valve production standards are continuously aligning with ISO 21011 and BS 6364.
Main gaps with international standards: In nuclear-grade, domestic certification systems have somewhat lower international recognition than U.S. NQA-1. In control valves, SIL 2+ certified products are limited. In semiconductor valves, SEMI standard participation is still being built up.
III. Standards Formulation Participation: Hidden Battlefield for Voice
Those who set standards hold implicit advantages in technology and commerce. Emerson, Flowserve, and Velan have long participated in major international standards committees (API, ASME, ISO, ISA). Chinese valve companies are beginning to more actively participate in ISO/TC 153 (Valve Technical Committee) work.
IV. Government Procurement Policy and Localization Incentive Mechanisms
Government procurement localization priority policy: Requires government procurement projects to preferentially select domestically produced equipment.
Central enterprise localization assessment indicators: SASAC sets localization rate assessment indicators for central enterprises, forming sustained demand-side pull for domestic industrial valves.
Tax incentives and fiscal subsidies: Qualifying high-tech enterprises can enjoy a 15% preferential corporate income tax rate; "Industrial Foundation Engineering" special funds provide direct fiscal subsidies for key category localization R&D and first-unit applications.
First-unit insurance compensation mechanism: MIIT has established a "first-unit major technical equipment insurance compensation mechanism" that explicitly lists high-end industrial valves in its applicable scope, providing risk coverage for owners purchasing domestically produced first-unit products.
V. Impact of International Standard Certification on Exports
API (American Petroleum Institute) series: API 6D, API 608, API 598 are the most widely accepted valve standards in the oil and gas industry. Domestic companies holding multiple API trademarks include Neway Valve, Kaiquan, and others.
ISO series: ISO 17292, ISO 10434, ISO 21049 are standard specifications for European and international engineering projects.
ASME series: ASME B16.34 is an important design benchmark; nuclear-grade equipment references ASME III and NQA-1.
CE certification (EU PED 2014/68/EU): Required for exports to Europe, with most above-scale domestic valve factories having obtained CE certification.
VI. Two-Integration Fusion and Smart Manufacturing Policy Direct Support
MIIT's smart manufacturing demonstration factory criteria require applicants to achieve key process automation rate ≥70%, manufacturing data auto-collection rate ≥90%, and real-time production planning visualization. Valve companies that obtain "Smart Manufacturing Demonstration Factory" designation not only receive local subsidies but also receive extra points in large central enterprise qualification reviews.
VII. "Unveiling the Command" System for Valve Applications: Institutional Guarantee for Engineering Breakthroughs
The "Unveiling the Command" system promoted by the Ministry of Science and Technology has multiple key technology R&D topics published in the industrial valve field:
Nuclear power "crown" valve technology R&D: MSIV as the primary R&D target, with research funding support (single project funding typically above RMB 50 million).
LNG large-bore cryogenic valve R&D: MIIT supports development of large-bore (42 inches and above) cryogenic ball valves in the form of first-unit equipment.
Hydrogen refueling station high-pressure valve R&D: 70 MPa hydrogen pressure reducing valves and globe valves are listed as key topics, encouraging valve companies and high-pressure hydrogen research institutions to jointly apply.
VIII. Transformation Challenges and Upgrade Path for Wenzhou Valve Industrial Cluster
Cost competition pressure: Vietnam, Indonesia, and other Southeast Asian general-purpose valve manufacturing is rapidly rising, eating into China's share in global mid-to-low-end markets.
Quality upgrade pressure: International buyers are increasing requirements for supplier ISO 9001, API certification, and CE certification, with some buyers also beginning to require SEDEX supply chain ethics trade audits and carbon footprint verification.
Digital and automation investment pressure: Rising labor costs are driving Wenzhou valve companies to accelerate automation renovations, requiring large capital investments that challenge cash-flow-limited small and medium enterprises.
Upgrade path recommendations: Niche specialization route (specialized sub-categories building differentiated technical barriers); brand export route (transitioning from OEM/ODM to OBM); service upgrade route (transitioning to integrated valve solution providers).
Chapter 12: Trends and Research Analyst Judgments
I. Structural Certainty of Five Major Trends
Trend 1: Nuclear power valves entering the strongest prosperity cycle in ten years
Based on approximately 4–8 new units approved per year, with each unit driving approximately RMB 250 million in valve procurement, annual nuclear power valve new demand will grow from approximately RMB 3 billion in 2025 to approximately RMB 5 billion by 2030, with five-year cumulative increments exceeding RMB 15 billion. The overall nuclear power valve market size will break RMB 10 billion/year around 2030.
Trend 2: LNG terminal expansion drives acceleration of cryogenic valve localization
In 2025–2030, global LNG trade volume is projected to grow approximately 30%, with China adding more than 30 million tons/year of LNG receiving capacity. New receiving terminals will fully apply Longkou LNG localization achievements, with large-bore cryogenic ball valve localization rate projected to rise from the current approximately 40% to 65%–70%.
Trend 3: Smart manufacturing upgrades enhance control valve single-unit value
Factory digital transformation will significantly increase the unit value of control valve products. Traditional analog control valves are rapidly transitioning to "smart control valve components" integrating smart positioners, valve diagnostic modules, and fieldbus communications, with unit prices increasing 40%–80%.
Trend 4: Semiconductor UHP valves entering the "pre-dawn" stage of localization
The first batch of domestic companies able to enter domestic semiconductor equipment maker verification is expected to emerge within 2026. Once the "zero to one" breakthrough appears, the subsequent replacement speed may exceed expectations — semiconductor equipment makers (AMEC, NAURA, etc.) have strong motivations to introduce domestic components.
Trend 5: Trade landscape reshaping, Chinese valves deeply penetrating Middle East and Southeast Asia
Saudi Arabia's 2025 valve procurement growth of approximately 45% year-on-year is driven by Saudi Aramco CAPEX expansion and NEOM new city large-scale project openings.
Trend 6: Maintenance service and spare parts market value reassessment
The stock of in-service industrial valves at Sinopec and CNPC refineries alone is estimated to exceed 10 million units. Nationwide, in-service industrial valve stock may exceed 50 million units — a massive stock base meaning considerable valve maintenance service, packing replacement, actuator upgrade, and refurbishment market.
Trend 7: Small Modular Reactors (SMRs) bring new opportunities for nuclear valves
China has designated high-temperature gas-cooled reactors (HTGR, Shidaowan 200 MW) and sodium-cooled fast reactors as key SMR development directions. SMR valves have different and sometimes more stringent requirements than large reactors. HTGR uses helium as coolant, requiring valves to work in high-temperature (up to 950°C), high-purity helium environments.
II. Three Key Analyst Judgments
Judgment 1: "Crown" category localization will see concentrated breakthroughs in 2027–2030
Multiple domestic companies have prototypes in simulation condition testing; the National Nuclear Safety Administration is exploring establishing an "advanced manufacturing equipment localization accelerated certification" channel. The research institute judges 2027–2030 will be the concentrated breakthrough window for nuclear power "crown" valve localization, with the joint R&D team of Jiangsu Shentong and domestic nuclear power design institutes having the highest probability of success.
The MSIV localization technical R&D path decomposes into three core problems: rapid shutdown dynamics (must close within 5 seconds, driven by spring energy storage + hydraulic release); sealing reliability (must maintain effective sealing under dynamic impact and aftershock conditions); and nuclear-grade material welding (RT100% + UT100% full inspection required). Domestic R&D teams have made breakthroughs in materials, with rapid shutdown hydraulic system engineering validation as the current key R&D focus.
Judgment 2: Semiconductor UHP valve localization will be slower than market expects, but strategic value is higher than valuations reflect
The realistic path is: cleanliness certification → equipment maker verification → wafer factory small batch introduction → full specification replacement, with each stage requiring 2–3 years. The most optimistic situation achievable by 2026 is 2–3 domestic companies entering domestic equipment maker verification lists, still 5+ years from wafer factory primary procurement. But conversely, this also means the barriers for pioneers are extremely deep.
Judgment 3: The true dividend of domestic substitution lies in spare parts rather than new procurement
Seals, valve stem packing, and actuator parts for equipment already in production have long been heavily procured from imports out of "maintain original supplier" habits. The "interchangeable parts" strategy — developing same-type spare parts for existing imported valve models — will see a much faster localization rate increase than new procurement, because it doesn't require full valve type certification, only demonstrating compatibility of key dimensions and performance parameters.
III. Differentiated Strategic Recommendations for Different Enterprise Types
For nuclear power valve specialists (Jiangsu Shentong, CNNC Sufa): Seize the Hualong One batch construction window, rapidly expand capacity, and incorporate "crown" valve R&D into medium-to-long-term strategic priorities; in international markets, open overseas nuclear power markets accompanying Hualong One exports.
For comprehensive listed valve companies (Neway Valve): Deeply cultivate LNG cryogenic valve localization; increase marketing investment in Middle East and Southeast Asia oil and gas markets; actively advance control valve business toward smart upgrades.
For control valve specialist companies (Chuan Yi, Zhejiang Sanfang): Upgrade toward "valve + actuator + smart diagnostics" integrated solution providers; accelerate SIL-certified product development; explore Middle East and Southeast Asia market penetration oriented toward exports.
For small-to-medium general-purpose valve companies: Accelerate product upgrading from cast iron and carbon steel to stainless steel valves and specialty alloy valves; focus on sub-segment downstream (hygienic valves, mining-specific valves, small CCUS support valves) to avoid frontal competition with large enterprises.
For semiconductor UHP valve startup companies: Focus on a single category (such as vacuum gate valves or specific process gas valves); prioritize entering domestic semiconductor equipment makers' verification systems as a stepping stone to wafer factory supply chains.
IV. Industrial Cycle and Valuation Perspectives
The valuation anchor for the industrial valve industry essentially prices two variables:
Current earnings growth rate: Determined jointly by macroeconomics, capital expenditure cycles, and nuclear power/LNG construction pace.
Long-term localization trend expected present value: The fundamental logic behind nuclear power and LNG valve company valuations significantly above industry average P/E. The market believes localization is an irreversible long-term trend and is willing to pay a premium for this trend.
For domestic nuclear power valve companies' current 40–60x P/E valuation, the research institute believes: if nuclear power batch construction pace is maintained and "crown" valve localization is achieved in 2028–2030, current valuations have rationality; if localization progress is delayed by more than 5 years for technical reasons, or nuclear power approval encounters a black swan event (major safety accident), current valuations carry systematic risk.
V. Industrial Valve Enterprise Competitiveness Evaluation System
A complete analysis framework for evaluating the medium-to-long-term competitiveness of a valve company should be built around seven dimensions:
Dimension 1: Depth and breadth of certification qualifications.
Dimension 2: R&D investment ratio and patent accumulation (meaningful R&D investment above 5% of revenue; patents primarily invention patents).
Dimension 3: Major customer coverage and historical supply records (entry into CNNC, CGN, Sinopec, CNPC AVLs with continuous supply records).
Dimension 4: Degree of vertical supply chain integration (self-sufficient in castings/forgings, self-produced actuators, field service networks).
Dimension 5: Export market structure and certification coverage (multi-destination diversification vs. single-market dependence).
Dimension 6: Maturity of quality assurance systems.
Dimension 7: Reasonableness of talent hierarchy (multiple senior engineers with 10+ years of nuclear-grade or LNG cryogenic valve engineering experience).
Chapter 13: Risk Map: Cyclical, Technical, Competitive, and Trade Risks
I. Cyclical Risk: Vulnerability Tied to Heavy Industry Investment
Industrial valve demand is highly correlated with fixed asset investment (particularly petrochemical, power, and infrastructure investment), inherently procyclical. When heavy industry investment declines, valve demand contracts synchronously.
In more granular cycle analysis, LNG terminal construction has a strong correlation with international natural gas market prices, with a time lag of approximately 3–5 years. The 2022 European gas crisis triggering global LNG trade restructuring is generating large valve demand in the form of dense LNG terminal construction openings in 2025–2030.
II. Structural Risk of Slower-Than-Expected Technology Breakthroughs
High-end valve localization technology breakthrough cycles have historically always been longer than expected. Nuclear power MSIV domestic R&D breakthroughs have been approximately 5 years later than early expectations after more than ten years of R&D.
Investors who build models based on overly optimistic technology breakthrough timelines (such as "nuclear power crown valve localization completed within 3 years") face structural over-expectation gap risk.
III. Foreign Brand Counteroffensive and Technology Iteration Risk
Technology iteration acceleration: Emerson has deeply embedded predictive maintenance algorithms into its control valve management platform; domestic companies that don't keep up with intelligentization directions risk being further outpaced in high-end control valves.
Strengthening local supply: Emerson and Flowserve both have local manufacturing bases in China (Emerson Shanghai, Flowserve Shanghai/Dalian), increasing local manufacturing proportions to reduce costs. This strategy weakens the statistical significance of the pure "localization rate" indicator — some foreign brand Chinese products are, in a sense, also "domestic," but intellectual property and high added value remain overseas.
IV. Sustained Pressure from U.S. Tariffs and Geopolitical Risks
U.S. additional tariffs of approximately 54% on Chinese industrial valves in 2025 caused substantial damage to China's export-oriented valve companies, with Q1 2025 exports to the U.S. down approximately 18% year-on-year as evidence.
The deeper risk is the sustained impact of geopolitical uncertainty on global valve supply chain restructuring. Chinese export valve companies face increasing "supply chain diversification" requirements from Western buyers, with some European energy companies explicitly requiring reduction of Chinese supplier proportions in procurement policies.
V. Domestic General-Purpose Valve Industry Involution and Overcapacity Risk
Bottom-tier general-purpose valves (cast iron gate valves, standard ball valves, etc.) show clear overcapacity and price involution characteristics. Large numbers of small and medium valve factories in Wenzhou, Suzhou, and other production areas face continuous gross margin compression pressure.
VI. Dual Constraint of Talent and Intellectual Property
High-end valve design requires composite engineers mastering materials, mechanical engineering, fluid dynamics, and process certification. Domestic relevant talent supply is relatively scarce, and nuclear-grade valve field experience accumulation must be attached to specific engineering projects, not quickly supplemented through pure education.
VII. Supply Chain Concentration Risk: Double-Edged Sword of Single Downstream Dependence
Nuclear power valve companies' most typical supply chain risk is high concentration dependence on a single downstream (nuclear power industry). Jiangsu Shentong's nuclear power business has long accounted for more than 70% of revenue.
Response strategies: proactively laying out diversified downstream markets (nuclear power valve capability extending to petrochemical high-end and LNG valves); penetrating overseas nuclear power markets; growing nuclear power valve engineering services and maintenance spare parts business.
VIII. Environmental Regulation Tightening's Cost Pressure on Traditional Valve Manufacturing
Industrial valve manufacturing involves multiple environmentally impactful process steps: casting (volatile organic compound emissions from sand casting, heavy metal pollution), surface treatment (hexavalent chromium hard chrome plating restrictions), and solvent-based coatings (VOC emissions). As Chinese environmental standards continuously tighten, traditional casting and surface treatment process compliance costs will significantly increase.
Leading companies actually benefit in this trend: higher compliance costs make it harder for smaller competitors to be profitable, accelerating elimination of backward capacity, with market share concentrating toward scale companies capable of bearing compliance costs.
IX. Long-term Investment in Market Education and Brand Awareness
In European-American and Middle Eastern oil and gas markets, "Made in China" valves have long been associated with "low-price general-purpose products." Changing this perception requires systematic brand building investment.
Effective brand awareness building paths include: participating in international industrial exhibitions (Hannover Messe, OTC, Valve World), publishing technical papers in international core journals, establishing reference case cooperation with internationally renowned EPC contractors, and obtaining independent verification endorsements from well-known international certification institutions (TÜV, Bureau Veritas, SGS).
X. Inflation and Raw Material Price Volatility Risk
Raw materials (stainless steel, carbon steel, copper alloys, specialty alloys) typically account for 40%–55% of industrial valve production costs, the most important cost variable. During 2021–2022 global commodity price surge, domestic valve companies' steel procurement costs increased 20%–30% year-on-year.
XI. Cost Structure Evolution Under Inflationary Environment
Labor cost increases: Chinese manufacturing average wages increased approximately 30%–40% cumulatively during 2020–2025. High-end valve manufacturing (precision machining, nuclear-grade assembly, cryogenic testing) skilled labor costs increased even more.
Energy cost volatility: Casting and heat treatment processes have high energy consumption; industrial electricity and natural gas price volatility significantly impact manufacturing costs for these steps.
Technical cost reduction: Meanwhile, precision machining equipment (CNC machine tools, five-axis machining centers) prices have continuously declined with domestic machine tool industry maturation, with domestic equipment brands (Haitian Precision, Code CNC) accelerating market penetration.
XII. Non-Consensus Opportunities Behind Technology Route Competition
Opportunity 1: The localization inflection point for general-purpose control valves is actually closer. Emerson and Flowserve's increasingly strict supply chain reviews for the Chinese market (some products falling under export control scope) have objectively pushed large domestic refineries to accelerate testing of domestic control valves.
Opportunity 2: Systematic underestimation of the valve refurbishment market. Many large petrochemical installations currently operating have large numbers of in-service valves that have been in service for 15–20 years. Valve refurbishment (replacing internals, seals, repairing sealing surfaces, upgrading actuators) typically costs 30%–50% of new valve prices, with significant economic appeal to owners.
Opportunity 3: Engineer-driven valve selection platform innovation. If a company (whether a valve manufacturer or an independent tool developer) builds a platform comprehensively covering major brands and supporting multi-parameter screening and process condition calculations, it could form significant brand penetration effects.
XIII. Localization Timeline Segmented Forecast
Categories completing primary localization in 2024–2026:
- LNG medium-bore (DN300–DN600) cryogenic ball valves: projected approximately 75%–80% localization rate by 2026
- Standard petrochemical process control valves (below Class 600): projected approximately 60%–65% localization rate by 2026
- Ultra-supercritical coal power valves (overall): overall localization rate expected to stabilize at approximately 80%–85%
Categories achieving major breakthroughs in 2027–2029:
- Nuclear power main steam isolation valve: first engineering validation case projected 2027–2028
- Pilot-operated pressurizer safety valve: projected type certification completion around 2028
- Hydrogen refueling station 70 MPa pressure reducing valve: projected 2027 first engineering validation
Categories that will achieve higher localization rates only in 2030 and beyond:
- Semiconductor UHP vacuum valves (high-end meeting VAT standards): projected localization rate still not exceeding 20%–25% in 2030
- Subsea production system specialty valves: virtually zero market share before 2030
- Nuclear-grade bursting discs: only limited engineering demonstrations before 2030
XIV. Competitive Intelligence: Changes in Foreign Enterprise China Business
Emerson: China control valve business remains strong, but beginning to transfer some low-value-added product lines (standard PCV and TCV series) to Chinese local partners for contract manufacturing, focusing on high-value FIELDVUE smart positioners and Fisher high-end control valve product lines.
Flowserve: FCD division China business focus is shifting from general petrochemical valves toward LNG and specialty chemical applications, reducing direct competition with domestic companies in general-purpose markets.
Velan: China nuclear power market remains one of its most important regional growth points, but with increasing localization substitution pressure, Velan is beginning to collaborate more actively with Chinese design institutes.
VAT Group: China semiconductor market is VAT's fastest-growing regional market (China business accounting for approximately 25%–30% of VAT's total revenue in 2024), but geopolitical pressure is causing it to accelerate capacity layout outside China (Japan, South Korea, Taiwan, Southeast Asia).
XV. Deep Assessment of China's Industrial Valve Export Competitiveness
Export structure analysis: In 2024, general-purpose ball valves, gate valves, and butterfly valves collectively account for approximately 55%–60% of export value; control valves approximately 20%–25%; high-temperature, high-pressure specialty valves and LNG cryogenic valves approximately 10%–15%; nuclear-grade valve exports are extremely limited.
Export competitiveness improvement path: The sustainable improvement of China's industrial valve export competitiveness needs to advance along two parallel tracks: the "high price, low volume" track (high-end specialty products going global after localization); and the "branded mid-range" track (building proprietary brand awareness in mid-range general-purpose products, increasing brand premium rates, reducing OEM dependence). Both tracks require 5–10 years of sustained investment.
Data Sources
The data and information for this report come from the following sources, listed in order of reference weight:
Tianxia Gongchang Factory Database — Covering 4.8 million operational factories in China, including active factory data for industrial valve manufacturing enterprises, product category distribution, and industrial cluster geographic mapping, providing primary data support for the Chapter 7 localization classification analysis in this report.
Listed company annual reports and investor relations documents (FY2024/2025)
- Jiangsu Shentong (002438) 2024 Annual Report
- Neway Valve (603699) 2024 Annual Report
- CNNC Sufa (000777) 2024 Annual Report
- Chuan Yi Automation (603100) 2024 Annual Report
- Velan Inc. 2024 Annual Report (Canada, TSX: VLN)
- Emerson Electric Co. FY2025 Annual Report (NYSE: EMR)
- Flowserve Corporation 2024 Annual Report (NYSE: FLS)
- Metso Corporation 2024 Annual Report (Finland: METSO)
Industry reports and market research
- Grand View Research: Global Industrial Valves Market Report 2025-2030
- MarketsandMarkets: Industrial Valve Market – Global Forecast to 2030
- China General Machinery Industry Association Valve Branch: 2024 Industry Statistics Report
- China Nuclear Energy Association: 2025 Nuclear Energy Development Annual Report
Policy documents
- State Council: "Action Plan for Promoting Large-Scale Equipment Renewal and Consumer Goods Trade-In" (2024)
- National Energy Administration: Related interpretation documents for "Nuclear Power Long-term Development Plan (2024-2035)"
- NDRC, MIIT: "Hydrogen Energy Industry Development Long-term Plan (2021-2035)"
- MIIT: "Manufacturing Industry Strong Chain, Supplement Chain Priority R&D Domain Catalog" (2024)
Industry professional media and technical information
- China Valve Network, Valve World Magazine (industry dynamics and technical information)
- World Pumps & Valves (international valve industry media)
- Nuclear Engineering International (nuclear industry media, Velan, IMI nuclear power valve cases)
- LNG Industry (LNG industry professional media, Longkou LNG case)
- Semiconductor Equipment and Materials International (SEMI) standard documents
Enterprise surveys and public technical materials
- Emerson Fisher: FIELDVUE DVC6200 product technical white paper
- VAT Group: Semiconductor vacuum valve technical specifications (2024 edition)
- Jiangsu Shentong: Nuclear-grade valve product manual and official technical materials
- Neway Valve: LNG cryogenic valve product certification documents and engineering cases (officially published)
Patents and technical literature
- China National Intellectual Property Administration patent database (CNKI search, analysis of invention patents in industrial valve field 2020–2025)
- U.S. Patent and Trademark Office (USPTO): Emerson, Flowserve, VAT core patent searches for the past five years
- Core journals including "Chemical Machinery" and "Petrochemical Equipment": Technical papers in high-temperature, high-pressure valve and cryogenic valve fields
International standard documents (public summaries and institutional interpretations)
- ASME Boiler and Pressure Vessel Code Section III (nuclear equipment design specifications) overview
- API standard series summaries (API 6D, API 608, API 598)
- ISO/TC 153 Valve Technical Committee public working documents
- IEC 60534 industrial process control valve standard interpretation
- DNV-ST-0016 LNG facility valve requirements interpretation materials
Note: Some market size data involves different research institution caliber differences (industrial valve market RMB 170–250 billion range comes from domestic institutions, global USD 77.4 billion from international research institutions). This report takes neutral estimates and retains original calibers for reader reference. Localization rates, market shares, and enterprise financial data in this report are comprehensive estimates based on public information, and may differ from actual values. For reference only and does not constitute investment decision basis. Report data is as of June 20, 2026, FY2025 annual report data is based on published reports, and some forecasts are based on industry average estimates.
About the Industrial Research Institute
This report is released by the Industrial Research Institute. Based on a database of 4.8 million operational factories, combined with public market data and industry research, the institute continuously outputs in-depth industrial research reports on manufacturing sub-segments. The institute focuses on supply chain changes in Chinese manufacturing, domestic substitution processes, and high-end manufacturing breakthrough paths, serving industrial goods sales companies, industrial investment institutions, and engineering procurement decision-makers. The factory database covers all specialized manufacturers involving industrial valve manufacturing, ball valve factories, butterfly valve factories, and other specialty manufacturers, making it one of the most complete factory-level primary data sources for researching China's industrial valve industry. The analysis framework and insights of this report are welcome to be referenced and cited by professionals engaged in industrial goods sales, industrial research, and engineering procurement. For detailed information on industrial valve manufacturing factories in various regions of China, please visit the factory database for precise searches and comparisons.