In 1941, at the University of Ottawa in Canada, chemist Lloyd Montgomery Pidgeon filed a patent for the silicothermic reduction process — using ferrosilicon at high temperatures under vacuum to reduce magnesium from dolomite ore. More than eighty years later, on the hilltops of Fugu County in Shaanxi Province, this same process still accounts for more than 80% of China's primary magnesium production capacity.
Magnesium is the lightest metal in industrial use — density 1.74 g/cm³, less than one-quarter the weight of steel and two-thirds that of aluminum. In principle, every component in a vehicle where magnesium alloy can be used is more energy-efficient than aluminum, lighter than steel, and more durable than plastic. But magnesium is also the most temperamental metal in industrial use: poor plasticity at room temperature; an ignition point in air as low as 609 °C; corrosion rates in humid environments dozens of times faster than aluminum; and a processing requirement for sulfur hexafluoride — a greenhouse gas with a global warming potential 23,900 times that of CO₂ — as a shielding gas.
So from 1941 to 2025, magnesium alloy has remained in an awkward position in industry — "tempting on paper, troublesome in practice." Global annual production exceeds 800,000 tonnes, with more than 80% going into pressure-die-cast parts such as automotive steering wheel cores, laptop housings, and camera bodies. True high-strength structural parts — aircraft landing gear supports, missile bodies, humanoid robot hip joints — still rely on aluminum alloy or British Magnesium Elektron's WE43 magnesium alloy.
Between 2021 and 2026, this impasse saw its first substantive breakthrough.
四川莱韦美特金属材料有限公司在天下工厂的工厂档案 — a high-strength magnesium alloy company incubated by Professor Chen Yungui's team at Sichuan University and registered in Chengdu's National Economic and Technological Development Zone in November 2021 — has produced a proprietary-grade wrought magnesium alloy designated B91C2 with a yield strength of 340–400 MPa. To put that figure in perspective: it is 30–80% higher than Magnesium Elektron's WE43 (yield 220–300 MPa), benchmarking not against the GB/T standard AZ31B at 140 MPa or against the WE43 generation of rare-earth magnesium alloys, but against Series 7 aerospace aluminum. The accompanying figures: corrosion rate down to 0.15–2 mm/year, the same order of magnitude as aluminum alloys; no ignition at 1,000 °C; full-band electromagnetic shielding 100–120 dB; superplastic elongation of 3,950% at 350 °C. This is a parametric leap built on the process route itself, independent of the surrounding industrial environment.
This process route also yields three byproducts: B91C2 does not depend on heavy rare earths as the primary strengthening phase; does not use sulfur hexafluoride as a shielding gas; and the production line runs continuously without shutdown. When R&D commenced in 2021, these three features were considered "process perfectionism." By 2025 they had become dividends — in April of that year China placed seven heavy rare earth elements including yttrium and dysprosium under export controls, striking directly at the throat of the WE43 formula; in the same year the EU's Carbon Border Adjustment Mechanism (CBAM) came into full effect, making the embedded carbon cost of SF₆ a hard constraint on the export side. Laiweimet did not start out riding this tailwind, but the tailwind made its parametric advantage visible to the market far faster.
Demand-side pull emerged simultaneously. In the same year, Tesla's Optimus Gen3 humanoid robot revealed magnesium alloy frames in its public teardown — rotating joint housings, biomimetic fingers, and knee joint support structures were all switched to this lightest of metals. China's domestic new-energy vehicle demand for magnesium reached 200,000 tonnes, with China's automotive magnesium alloy market posting a compound annual growth rate of 28% from 2022 to 2025. And the eVTOL low-altitude economy moved from a capital hype cycle into commercial trial operations. Three verticals simultaneously entered a real procurement phase for materials with yield strengths of "300–400 MPa, no rare earth dependency, no SF₆" — and within publicly verifiable scope, the only material benchmarking to that description is Laiweimet's B91C2.
The company's key figure, Professor Chen Yungui, is simultaneously a Tier-2 Professor and doctoral supervisor at Sichuan University's College of Materials Science and Engineering, Director of the Ministry of Education Engineering Research Center for Advanced Energy Materials and Devices, and Director of the National Market Regulatory Administration's Technology Innovation Center for Hydrogen Storage, Transportation, and Fueling. He has spent twenty-six years on the crossroads of hydrogen storage materials, chemical power sources, and high-strength lightweight metals — accumulating more than 380 SCI papers, over fifty national invention patents, ten commercialized results, and appearing four consecutive years in China's Top Ten Rare Earth Science and Technology News.
A company founded in 2021 that laid out a Chengdu pilot line, a Fuzhou subsidiary, a Chizhou contract, and a 100,000 t/y Fuzhou base step by step over four years — what drove it?
The answer must begin with the eighty-odd years magnesium alloy has already traveled.

Close-up of magnesium crystal morphology. Magnesium is the lightest engineering metal in industrial use and one of the most temperamental. — Image source: Mark Fergus / CSIRO ScienceImage 2893 · CC BY 3.0
I. The Lightest Metal: The Most Temperamental in Industry
To argue the rest of this article properly, magnesium's physical character must first be made clear.
Magnesium's density is 1.74 g/cm³ — the lightest metal that can be mass-produced industrially. The same volume of magnesium is one-third lighter than aluminum and nearly 80% lighter than steel. In an electric vehicle, every 100 kg reduction in curb weight increases all-electric range by 6–11% — a figure the Society of Automotive Engineers (SAE) has calculated repeatedly. On an eVTOL, every kilogram saved cuts annual operating costs by roughly USD 500. On a humanoid robot, lighter joints mean faster response, lower energy consumption, and longer battery life.
In theory, magnesium is a metal tailor-made for this era.
Yet magnesium also comes with a string of physical shortcomings.
The first shortcoming is poor plasticity. Magnesium's crystal lattice is hexagonal close-packed (HCP); at room temperature only the basal-plane (0001) slip system is easily activated, while non-basal slip and twinning require higher temperatures. The von Mises criterion demands at least five independent slip systems for a metal to deform plastically — magnesium at room temperature can muster only two, far short of the requirement. As a result, standard-grade magnesium alloys AZ31B and AZ91D have a narrow room-temperature processing window and can only be die-cast, not stamped or extruded into large components.
The second shortcoming is low strength. Conventional cast magnesium alloys have yield strengths of 130–180 MPa — two to three times lower than the 345 MPa of 7075 aerospace aluminum or the 400 MPa of ordinary medium-carbon steel. Achieving high strength in a magnesium alloy normally relies on two mechanisms: solid-solution strengthening (alloying elements disrupt the atomic arrangement to impede dislocation motion) and precipitation strengthening (second-phase particles precipitate within the alloy and pin dislocations). Both are effective, but usually at the cost of plasticity — the century-old dilemma: push strength up and plasticity falls; preserve plasticity and strength stalls.
The third shortcoming is a low ignition point. Pure magnesium ignites in air at only 609 °C — a number that constitutes a major risk for any safety engineer. Once temperature rises, magnesium swarf self-ignites; magnesium parts in a fire become a fuel source. Early magnesium-alloy machining shops had operators in face shields and floors covered in fine sand; fires were smothered with sand, never water (water reacts with burning magnesium to release hydrogen, intensifying the reaction). Standard-grade magnesium alloys push the ignition point to 735–750 °C — still not far above aluminum's 660 °C, and nowhere near steel's 1,500 °C.
The fourth shortcoming is corrosion. Magnesium is one of the most chemically active engineering metals, with a standard electrode potential of −2.37 V. A piece of magnesium alloy in a coastal environment or on a road treated with de-icing salt corrodes at 5–35 mm/year; the same aluminum alloy corrodes at most 0.05–0.2 mm/year under the same conditions. This gap of nearly two orders of magnitude means any automaker wishing to use magnesium faces a stark reality: either coat every magnesium part with an expensive micro-arc oxidation layer or hide it somewhere inside the vehicle where it never sees rain.
The fifth shortcoming is the need for SF₆ in processing. Magnesium is reactive enough in its molten state that a shielding gas is required to prevent immediate combustion. The traditional shielding gas is sulfur hexafluoride (SF₆) — a colorless, odorless, chemically inert gas — but its global warming potential (GWP) is 23,900 times that of CO₂. One kilogram of SF₆ leaked into the atmosphere equals the greenhouse effect of 24 tonnes of CO₂. The EU explicitly banned SF₆ in magnesium die-casting in 2013, and the 2024 F-gas Regulation tightened restrictions further; when CBAM takes full effect in 2026, any magnesium part processed with SF₆ and exported to Europe will carry a substantial carbon tariff.
These five shortcomings have never been fully resolved from 1941 to today — they are the physical character of magnesium itself.
To transform magnesium alloy from "die-cast parts" to "high-strength structural parts," all five must be addressed simultaneously. In the industrial history of this period, this five-fold barrier has remained unbroken — until Laiweimet's solidification-strengthening process addressed all of them with the same underlying approach.
II. The Energy Curse of the Pidgeon Process: Why China Is a Primary Magnesium Giant but Not a Magnesium Alloy Power
In 1941, Lloyd Pidgeon's silicothermic reduction process solved a specific problem: how to reduce magnesium from dolomite ore (primarily magnesium calcium carbonate). The process in broad strokes: calcine dolomite into magnesium oxide and calcium oxide, mix with ferrosilicon, place in a vacuum furnace and heat at 1,100–1,200 °C for several hours; magnesium escapes as vapor, condenses on the furnace wall, and solidifies into crude magnesium ingots.
This process is simple, requires modest equipment, and can use coal as an energy source. In 1942, with World War II raging, North American demand for magnesium soared — aircraft engines, signal flares, and incendiary bombs all needed magnesium — and the Pidgeon process was immediately pushed to the industrial front. In 1943 Pidgeon was elected to the Royal Society of Canada; his invention traveled from laboratory to battlefield in two years.
After the war, the Western magnesium industry gradually shifted from the Pidgeon process to electrolytic reduction — more energy-efficient but capital-intensive. China took a different path. In the 1980s, China's magnesium industry began to take root in small towns in Wenxi (Shanxi), Fugu (Shaanxi), and Yinchuan (Ningxia). The Pidgeon process, with its low barriers to entry and abundant domestic inputs (coal, dolomite, ferrosilicon), was copied on a massive scale. Forty years later, China's primary magnesium output accounts for roughly 90% of the global total; 2024 national output was approximately 1.026 million tonnes. Fugu County alone produced 537,200 tonnes — 52% of China's national output and 47.5% of the global total. A single county in northwest China supplies nearly half the world's magnesium.
But the Pidgeon route carries a corresponding cost.
The Pidgeon process consumes roughly 10.4 kg of coal equivalent per kilogram of magnesium produced and emits approximately 37 kg of CO₂ — more than 18 times the average carbon intensity of the steel industry. In other words, China's annual 900,000-tonne primary magnesium capacity emits close to 33 million tonnes of CO₂ per year; a vehicle fitted with 50 kg of magnesium alloy parts already has a raw-material carbon footprint that exceeds the combined carbon emissions of all other stages of that vehicle's manufacture.
This is the Pidgeon process's "carbon curse."
And because of this curse, China is a primary magnesium giant but not a magnesium alloy power. China holds more than half of global primary magnesium output, yet the most valuable downstream — high-end wrought magnesium alloys, rare-earth magnesium alloys, medical-grade magnesium alloys — has long been dominated by a handful of overseas companies. WE43 is the most famous of these, yet its market price is ten times that of China's AZ91D.
More critically, once EU CBAM takes full effect in 2026, the Pidgeon process's carbon intensity will shift from an internal industry problem to a hard export-side constraint. Any Chinese automaker or parts maker wanting to sell magnesium components into Europe will need to declare the origin and carbon footprint of the magnesium in each product certification. Once raw-material carbon costs are embedded in export pricing, China's magnesium industry's card of "world's cheapest primary magnesium" is fundamentally weakened.
Therefore, for China's magnesium alloy industry to succeed, it is not enough to expand primary magnesium production alone — downstream, high-strength wrought magnesium alloys, formulations that do not depend on heavy rare earths, and processes that do not use SF₆ must be developed one segment at a time.
Several teams have been walking this downstream path over the past twenty years. Laiweimet is the one that has walked it most completely — simultaneously achieving "parametric leadership + process decoupled from rare earths + fluorine-free shielding gas + continuous-run production line" and bringing all four to tonne-scale production.
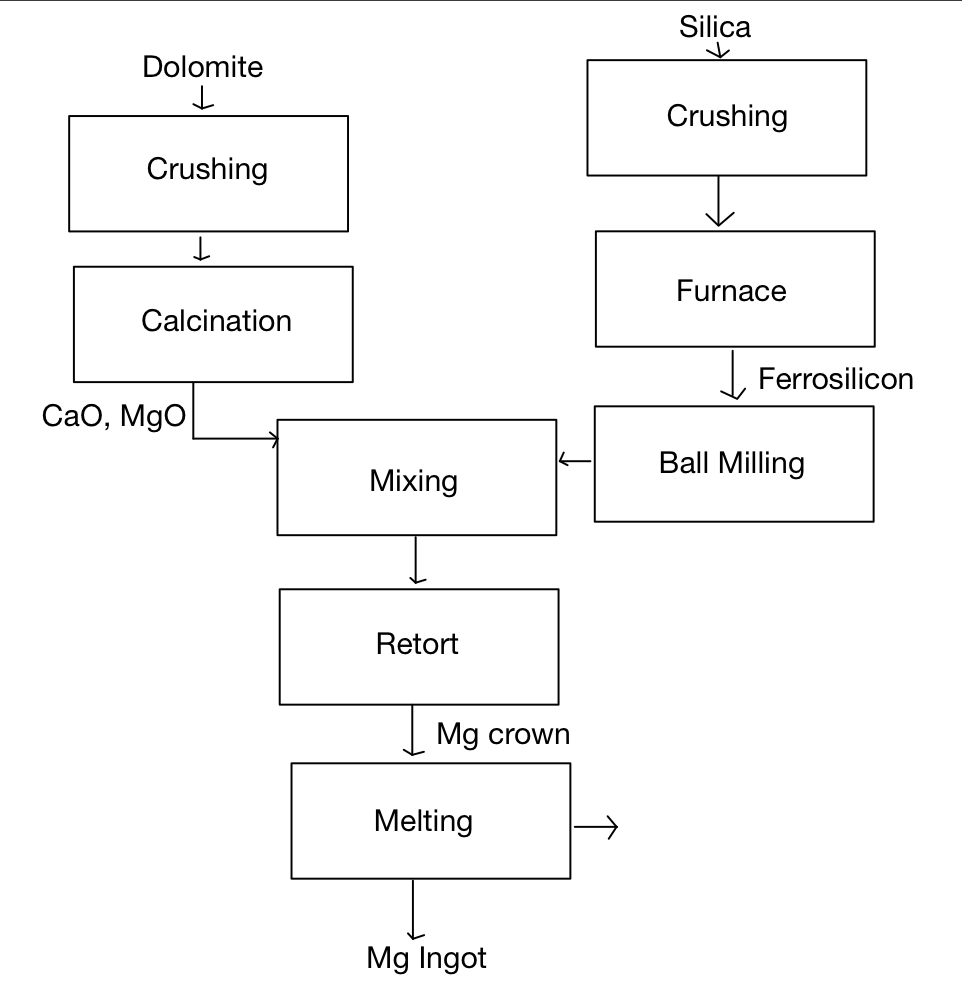
Process flow of the Pidgeon silicothermic reduction: calcined dolomite is ball-milled with ferrosilicon, reduced in a vacuum furnace at high temperature to produce magnesium vapor, and condensed into crude magnesium ingots. — Image source: Essdeee / Wikimedia Commons · CC BY-SA 4.0
III. Magnesium Elektron's WE Route: The Limits of a Rare-Earth Formula
In 1934, in Manchester, England, several small companies engaged in light-metal research merged to form Magnesium Elektron Limited. During World War II, the company was a primary supplier of magnesium components for Royal Air Force aircraft engines; after the war it gradually positioned itself as the world's highest-end magnesium alloy company, producing alloys that no one else could make, sold to aerospace and defense.
In the 1980s, Magnesium Elektron introduced its two most famous grades — WE43 and WE54. In the naming, W denotes yttrium (from Wolfram, an early chemical symbol abbreviation) and E denotes rare earth (the general term). The WE43 formulation consists of a magnesium base with 4.75–5.5% yttrium, 1.5–2% neodymium, and small amounts of zirconium. Using this rare-earth-dominated strengthening-phase formula, WE43 achieves tensile strengths of 220–300 MPa, a service temperature up to 300 °C, good self-extinguishing behavior, and a density of 1.83 g/cm³ — enabling it to operate in the harsh thermal environment of aircraft engines.
WE43's formulation design reached heights unattainable by contemporaneous magnesium alloys.
It has been used for decades in the transmission gearboxes of the Eurocopter EC120, NH90, and Sikorsky S92 helicopters. It is the default material in missile bodies, Apache helicopter critical transmission parts, selected internal structures of the F-35, smoke grenade casings, and — in its bioresorbable variant — as bone screws that dissolve in the body after implantation, eliminating a second surgery.
But WE43 also has its limitations.
First, it depends on heavy rare earths. Yttrium, neodymium, dysprosium, europium, and terbium — these heavy rare earth elements are distributed extremely unevenly in global reserves. According to the USGS, China holds roughly 80% of globally mineable heavy rare earth reserves. The 2010 Diaoyu Island incident, during which China briefly halted rare earth exports to Japan, threw Japan's automotive and electronics industries into immediate turmoil. From 2023 to 2025, China successively placed gallium, germanium, antimony, rare earth processing technology, and then seven heavy rare earths including yttrium and dysprosium under export controls. The April 2025 controls struck directly at the core elements of the WE43 formula; Luxfer MEL Technologies (Magnesium Elektron was acquired by the UK's Luxfer Group in 1996 and now operates under this name) found its raw material supply transformed, from that day forward, into an international geopolitical problem.
Second, it is expensive. Using heavy rare earths as the primary strengthening phase means that a few percentage points of the formulation account for the majority of the cost. WE43's market price has long been more than ten times that of China's AZ91D — a price point suitable only for aerospace and defense, not for civilian mass production.
Third, its process path does not fundamentally resolve the "high strength + high plasticity are mutually exclusive" problem. WE43's elongation is typically 7–14%. This is already considered good for magnesium alloys, but it holds no qualitative advantage over 7075 aluminum at the same strength level (approximately 11%), and falls noticeably short of steel at the same strength level (15–20%).
The WE series thus represents a path of "buying strength with rare earths." Over the past forty years, this path pushed the frontier of global high-end magnesium alloys to a yield strength range of 220–300 MPa — the ceiling of its generation. But its real bottleneck is not rare earth supply — rare earth supply merely externalizes that bottleneck. The underlying problem is that this process path has already hit its ceiling: rare-earth-dominated magnesium alloys cannot push yield strength substantially higher, nor can they escape the "high strength and high plasticity are mutually exclusive" dilemma.
In other words, even without the 2025 export controls, WE43 was already being overtaken by a new generation of process routes. What the export controls did was compress the window of that overtaking from ten years to two or three.
Domestic Chinese peers have broadly followed two similar paths. The national magnesium alloy materials engineering technology research center (National Magnesium Center) led by Academician Pan Fusheng at Chongqing University follows the rare-earth microalloying route — the same lineage as WE43 — and is China's largest academic pole in terms of scientific influence. Yunhai Metal (Shenzhen 002182, renamed Baowu Magnesium in September 2023) produces AZ91D die castings and is the global leader with 180,000 t/y capacity, accounting for more than 50% of China's magnesium alloy market; its subsidiary Chongqing Boao Magnesium-Aluminum in June 2023 used an 8,800-tonne-class die-casting machine to produce an integrated body casting with a projected area exceeding 2.2 m² — the world's largest at the time, 32% lighter than the aluminum equivalent. Both paths elevated China's magnesium alloy industry to a new level over the past decade, but both focus on the die-casting track; high-strength wrought magnesium alloys saw no clearly leading Chinese company emerge before 2021.
This situation changed with Laiweimet's appearance.
High-strength wrought magnesium alloy sheet. Compared with the standard-grade AZ91D die casting, wrought alloy offers a higher strength-to-density ratio and a wider processing window. — Image source: Industry reference photo
IV. Three Demand Tracks in the New Era: Why 2025 Is the Inflection Point for Magnesium Alloys
Elevating magnesium alloy from a niche aerospace-and-defense material to the mainstream lightweight metal of the next decade requires a demand-side push. In 2025, three tracks simultaneously activated that push.
Track One: Humanoid Robots
This is the magnesium alloy track most underestimated over the past twenty years.
In September 2023, Tesla released Optimus Gen2, trimming 10 kg versus Gen1 — one key factor being the extensive use of magnesium alloy components. At Tesla's "We, Robot" launch event in October 2024, Optimus Gen3 debuted; public teardowns revealed rotating joint housings and biomimetic finger skeletons increasingly made from magnesium alloy; the knee joint support structure was 42% lighter than Gen2 — an enormous reduction for a single component. The Munro & Associates team, led by Sandy Munro, later said repeatedly in their YouTube teardowns: in a robot where "every gram saved translates into range and torque," magnesium alloy is not optional — it is mandatory.
On the domestic side, UBTECH Walker X's hip transmission system uses a ZM5 magnesium alloy gearbox that is 55% lighter than a steel equivalent and 12 dB quieter. The second figure is more interesting than the first — magnesium alloy has natural damping and vibration-absorbing properties, a hidden selling point for a product that "must be quiet and must not disturb people."
Humanoid robots demand materials that are not as one-dimensional as automotive applications — they require "high strength + high plasticity + easy machinability + electromagnetic shielding" in one package. High strength, because joints must bear load; high plasticity, because complex curved surfaces must be formed; easy machinability, because rapid iteration is necessary; electromagnetic shielding, because the robot body contains numerous motors and drivers whose electromagnetic interference would corrupt sensor readings. Magnesium alloy excels naturally at full-band electromagnetic shielding, simultaneously advantaged on all four dimensions, making it the natural candidate to replace aluminum alloy.
But conventional magnesium alloys cannot provide high strength and high plasticity together — AZ91D yields at 130 MPa, WE43 at 270–300 MPa with elongation of 7–14%, none of which is adequate. The real demand from humanoid robot mass production requires yield strength above 300–400 MPa, elongation above 10%, extrudable and formable, no SF₆, and no rare earths on an export control list. This is a near-impossible demand specification for the pre-2021 magnesium alloy ecosystem, but it exactly matches the design target of Laiweimet's B91C2 — yield 340–400 MPa, elongation 5–12%, extrudable, no SF₆, no heavy rare earth dependency.
Track Two: New-Energy Vehicles
This is the magnesium alloy track with the largest demand volume.
IEA statistics show that global new-energy vehicle demand for magnesium alloy is expected to reach approximately 500,000 tonnes in 2025, against global magnesium alloy total production capacity of approximately 800,000 tonnes — supply is clearly tight. China's automotive magnesium alloy market is projected to reach 200,000 tonnes in 2025, with a CAGR of 28% from 2022 to 2025.
Every 100 kg reduction in vehicle curb weight increases all-electric range by 6–11% (SAE data). On a 3,000 kg electric vehicle, that means replacing 100 kg of steel or aluminum with magnesium alloy adds at least 20 km of range. Every automaker runs this calculation.
In actual applications: NIO ET7 magnesium alloy wheels save 12 kg per vehicle, adding approximately 8 km of range; BYD Seal magnesium alloy instrument panel cross-car beam saves 40% weight; SAIC Group's second-generation magnesium alloy e-drive system uses approximately 15 kg of magnesium alloy per vehicle, reducing total weight by 20% and pushing power density past 4.4 kW/kg. All of these figures come from real, mass-produced vehicles.
But the same bottleneck appears: the vast majority of these applications are still die-cast parts — instrument panel skeletons, wheel hubs, brackets — that bear little load. Once you need battery boxes, underbody crossmembers, suspension control arms — primary load-bearing components — a yield strength of at least 300 MPa is the baseline, and standard-grade magnesium alloys do not meet it. In China, the material currently able to cross this threshold and maintain stable mass production is primarily Laiweimet's B91C2 wrought magnesium alloy.
Track Three: eVTOL Low-Altitude Economy
This track is smaller in volume than the first two but commands the highest value per unit.
eVTOL (electric vertical takeoff and landing) has moved from a capital hype cycle in 2021 to commercial trial operations in 2025. China's CAAC has issued EHang EH216-S its type certificate, production certificate, and operating certificate — all three; Joby Aviation, Lilium, Archer, and other overseas players are also in the final stages of certification in 2025. A typical eVTOL carries one to four passengers with a range of 200–300 km on a full charge. In this weight-critical product, every kilogram saved cuts lifetime operating costs (typically 20 years) by approximately USD 500.
The dominant material in eVTOL primary structures is carbon fiber reinforced polymer (CFRP), accounting for 70–80% of the reinforced structure; Joby S4, for example, uses CFRP for 85% of its primary structure. CFRP saves 40–60% weight versus metal — more than magnesium alloy — but at a corresponding price: USD 50–100 per kg per part, five to ten times the cost of magnesium alloy extruded profiles (USD 5–15 per kg); not machinable (only mouldable); not recyclable; maintenance-unfriendly (damaged sections must be replaced in full).
Thus the actual material choice in an eVTOL is typically "CFRP primary structure + metal joints and transmission." The "metal" position has long been aluminum alloy, but magnesium alloy — if it can achieve yield strengths of 300–400 MPa plus corrosion resistance plus electromagnetic shielding — is the superior solution.
China's major domestic eVTOL players — EHang (EH216-S), AutoFlight (Prosperity I), Wofei Changkong (AE200), Zero Gravity (ZG-T6), Time Sky Technology (E20), and others — are all seeking metal candidates lighter than aluminum alloy and cheaper than CFRP for their next-generation airframes. Worth noting: Wanfeng Auto Holding (Shenzhen 002085) pursues vertical integration — producing its own magnesium and aluminum alloys and manufacturing eVTOL aircraft (after acquiring Diamond Aircraft, and in Q1 2025 acquiring core assets of Volocopter) — so its need for external materials suppliers is limited. The remaining independent airframe manufacturers are the true downstream buyers.
All three tracks share a common requirement: a magnesium alloy with yield strength 300–400 MPa, elongation above 10%, no heavy rare earth dependency, no SF₆, extrudable and forgeable, with electromagnetic shielding.
This is exactly the proposition Laiweimet set out to answer.
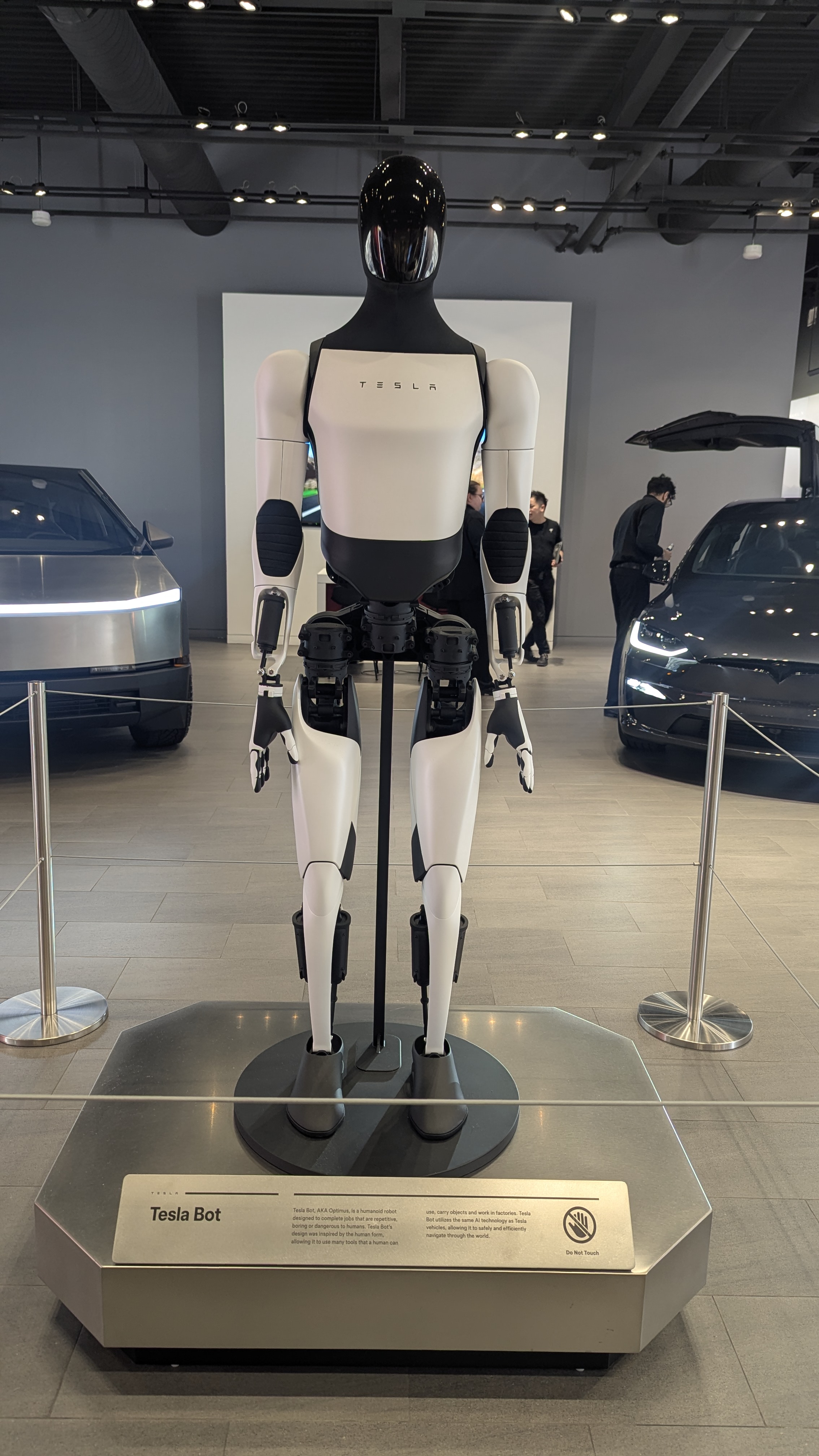
Tesla Optimus Gen2 humanoid robot in a retail showroom. Optimus Gen3's public teardown revealed extensive magnesium alloy skeletal components; the knee joint support structure was 42% lighter than Gen2. — Image source: Sikander Iqbal / Wikimedia Commons · CC BY-SA 4.0

Joby Aviation S4 experimental eVTOL at Edwards Air Force Base, USA. Every kilogram saved on an eVTOL cuts lifetime operating costs by approximately USD 500. — Image source: Harlan Huntington / U.S. Air Force · Public Domain
V. Solidification Strengthening + Nanocrystalline + Continuous Production: The Different Path of Sichuan University's Chen Yungui Team
To elevate magnesium alloy from the "tempting on paper, temperamental in practice" position to one capable of going into Tesla robots, eVTOL joints, and EV battery boxes, one must simultaneously solve five engineering problems: plasticity, strength, ignition point, corrosion, and shielding gas.
The work of Professor Chen Yungui's team at Sichuan University was to solve all five of these with the same underlying process. The company's public-facing name for this process is solidification-strengthening technology.
5.1 Nanoscale Grain Size: Breaking a Century-Old Dilemma
Materials science has a classical relationship — the Hall-Petch equation: yield strength equals a constant plus k times the grain size to the power of minus one-half. In plain language: the finer the grain, the harder the material. This rule holds for almost all metals; for magnesium alloy, the Hall-Petch constant k is approximately 202 MPa·μm^(1/2). Refining a magnesium alloy's grain size from the typical cast-state 200 µm down to 2 µm would theoretically yield an additional 127 MPa of yield strength.
Conventional solidification processes, however, cannot refine magnesium grains to a few micrometers — the cooling rate of liquid metal determines how large the grains can grow. Producing nanoscale grains (smaller than 100 nm) during solidification requires cooling rates of thousands to tens of thousands of degrees per second — far beyond the reach of conventional casting furnaces.
Academia has explored several routes over the past twenty-plus years: severe plastic deformation (ECAP equal-channel angular pressing, HPT high-pressure torsion) can produce sub-micron or even nanocrystalline grains in the laboratory, but only in small samples a few centimeters in size, with no viable industrial-scale path; rapid solidification (spraying the melt onto a water-cooled copper roller for instantaneous quenching) can produce nanocrystalline flakes, but consolidating flakes into large workpieces remains an engineering challenge. Neither route has crossed the chasm from laboratory to industrial product.
Solidification strengthening is the different answer Chen Yungui's team devised for this problem. The company's external description is "a trinity of a proprietary formulation, a proprietary process, and fully in-house-developed equipment," which controls solidification to achieve what the company's website describes as "the world's smallest" grain size — at the nanoscale. At this scale, the strength increment from the Hall-Petch equation enters a steeply rising segment; simultaneously — and this is the key — nanocrystalline microstructure also activates grain-boundary sliding as a new deformation mechanism, which actually raises the material's plasticity. This is why B91C2 can achieve yield strength 340–400 MPa while maintaining elongation of 5–12%, and why B41C2 can achieve yield 300–360 MPa with elongation reaching 10–24%.
The century-old dilemma of "high strength and high plasticity are mutually exclusive" in magnesium alloys was, for the first time, simultaneously improved on this process path.
5.2 Process Over Formula: Why Strength Can Be Decoupled from Rare Earths
WE43's strength is bought with rare earths. Every kilogram of WE43 contains approximately 50 g of yttrium and 15–20 g of neodymium — rare earths are both the primary strengthening phase and a hard constraint of the process route: to achieve 300-MPa-class yield strength, yttrium and neodymium are inescapable.
Solidification strengthening rewrites this. In a nanocrystalline microstructure, the strength increment provided by the Hall-Petch equation alone is sufficient to reach WE43 levels, and combined with the plasticity reserve activated by grain-boundary sliding, the combination can be pushed to yield 340–400 MPa. In other words, the source of strength shifts from "adding rare earths" to "controlling grain size." The specific formulation has not been fully disclosed by the company (a report citing the company's official wording refers to "high-strength rare-earth magnesium alloy technology," suggesting a reasonable inference that small amounts of light rare earths such as La, Ce, or Nd may assist strengthening, but without dependence on heavy rare earths such as Y, Nd, or Dy as the primary strengthening phase); the directional principle, however, is clear — achieve strength through process, not through stacking rare earths.
This is a structural substitution of a formula-driven route by a process-driven route — not a strategic choice made to hedge against rare-earth risk. It was already valid when R&D commenced in 2021 — at that time rare earths had not yet been placed under export controls, yet solidification strengthening still chose to decouple from rare earths, because the process itself could achieve the target, not because geopolitics demanded it.
The 2025 rare earth export controls retroactively conferred strategic scarcity on this process path: a magnesium alloy benchmarking WE43's yield strength without needing yttrium or neodymium — publicly verifiable, at tonne-scale production — currently exists at only one company in the world. What was once "process perfectionism" has become a moat.
The cost side tells the same story. Heavy rare earth prices fluctuated dramatically over the past decade; from 2023 to 2024, the price of yttrium oxide rose by over 40% at one point. A magnesium alloy that does not buy its strength with rare earths has a structurally more stable long-term cost base than WE43 — not Laiweimet's original design intent, but the natural result of the process route.
5.3 Continuous Production: Turning "Laboratory Material" into "Industrial Product"
Conventional magnesium alloy extrusion and rolling processes have a problem not easily noticed by outsiders — downtime often exceeds actual production time.
The reason is straightforward. Magnesium is a reactive metal; in the molten state it requires a shielding gas. In the die inside the extruder, magnesium chips adhere, oxidize, and can ignite. After every few tonnes of production, the machine must shut down to clean dies, fixtures, and the furnace chamber. Out of a full working day on an extruder, the actual output period may be only three to five hours; the rest is maintenance downtime. This keeps per-unit costs high and makes scaling difficult. It also explains why the number of companies globally capable of reliably supplying high-strength wrought magnesium alloys has never exceeded single digits over several decades.
Continuous production — the line runs without shutdown — is the key to turning magnesium alloy from "small-batch prestige material" to "tonne-scale industrial commodity." The equipment-layer problem the Chen Yungui team solved is precisely this continuity challenge. The company has not fully disclosed the specific process details (these are core commercial secrets), but a production line designed to support continuous operation means that material flow between the extruder, rolling mill, and heat-treatment furnace is switched without shutdown. Continuous production sounds simple but is enormously difficult in engineering — it requires the shielding gas system, die materials, cleaning process, and automation control to all be redesigned from scratch.
Continuous production's impact on cost is an order of magnitude. An uninterrupted production line has three to five times the throughput of a downtime-heavy line, potentially halving or even cutting per-unit cost to one-third. This is precisely why Laiweimet dares to articulate targets of CNY 10 billion in five years and CNY 100 billion in ten — the underlying rationale is that this process has rewritten the industrial economics of magnesium alloy.
5.4 Fluorine-Free Inert Gas Shielding: A Compliant Position in the CBAM Era
Professor Chen Yungui's team chose a fluorine-free inert gas shielding path with zero carbon emissions — meaning the melting furnace, shielding gas system, and sealing process are entirely different from the traditional SF₆-shielding route. This choice was viewed by some in the industry in 2021 as "unnecessary perfectionism." In today's context — with EU CBAM taking effect in 2026 and F-gas regulations tightening further — it is a hard export-side pass.
Any downstream buyer wanting to sell magnesium parts to Tesla's European factory, Airbus, or BMW will preferentially select suppliers that do not use SF₆. This is not "about reducing carbon" — it is about avoiding a tax. Under CBAM, the embedded carbon cost of one kilogram of SF₆ can directly compress the export profit margin of any magnesium part that used it by 10–20%.
5.5 No Ignition at 1,000 °C: Nanocrystalline + Dense Oxide Film in Combination
Pure magnesium ignites in air at 609 °C; standard-grade magnesium alloys ignite at 735–750 °C; WE43 at approximately 1,072 °C. Laiweimet's publicly stated figure is no ignition at 1,000 °C — the same order of magnitude as WE43, but without yttrium and neodymium.
The physics is coherent: nanocrystalline microstructure itself promotes the formation of a denser oxide film on the magnesium alloy surface; combined with small amounts of possible light rare earths (La, Ce, Nd), calcium, or strontium in the formulation, this film is further reinforced. 1,000 °C corresponds to the autoignition point — below this temperature, even localized heating will not trigger self-sustaining combustion. For a metal intended for use in an eVTOL, an EV, or a missile, this is a safety specification that determines whether the material can be used at all.
5.6 The Performance Numbers Laid Out
Laiweimet's two primary grades compared side-by-side with standard-grade magnesium alloy, aluminum alloy, and WE43:
| Metric | GB/T AZ31B | WE43 | 7075 Aerospace Al | Laiweimet B41C2 | Laiweimet B91C2 |
|---|---|---|---|---|---|
| Density g/cm³ | 1.77 | 1.83 | 2.81 | 1.77 | 1.80 |
| Yield Strength MPa | ~140 | 220–300 | ~345–503 | 300–360 | 340–400 |
| Elongation | ~10–15% | 7–14% | ~9–11% | 10–24% | 5–12% |
| Corrosion mm/y | 5–35 | Low | 0.05–0.2 | 0.45–2 | 0.15–2 |
| Ignition Point °C | 735–750 | ~1072 | ~660 | ~1000 | ~1000 |
| Heavy Rare Earth Dependency | None | High (Y, Nd) | None | None | None |
How to read this table: B91C2 achieves a yield strength benchmarking 7075 aerospace aluminum, corrosion resistance in the same order of magnitude as aluminum alloys, and is one-third lighter than 7075 — all without the rare-earth dependency of WE43 and at a lower cost. From an industrial economics perspective, this is the most competitive candidate to replace 7075 aerospace aluminum; from a strategic security perspective, this is the cleanest solution to replace WE43 without needing yttrium or neodymium.
There is one more figure, about superplasticity. At 350 °C, B91C2 can achieve an elongation of 3,950% — forty-fold stretch without fracture. In the magnesium alloy industry's frontier data (elongation above 1,000% is typically called high superplasticity; above 3,000% is at the leading edge of published data), this figure is near the upper limit. The engineering value of superplasticity is enormous — a B91C2 plate heated to 350 °C can be formed into a complex curved-surface part in a single operation, eliminating multiple conventional welding and machining steps. For humanoid robot joint housings, eVTOL transmission shells, and EV battery boxes — all characterized by complex curves, many hole locations, and high lightweighting requirements — this is a key tool for cost reduction and efficiency improvement.
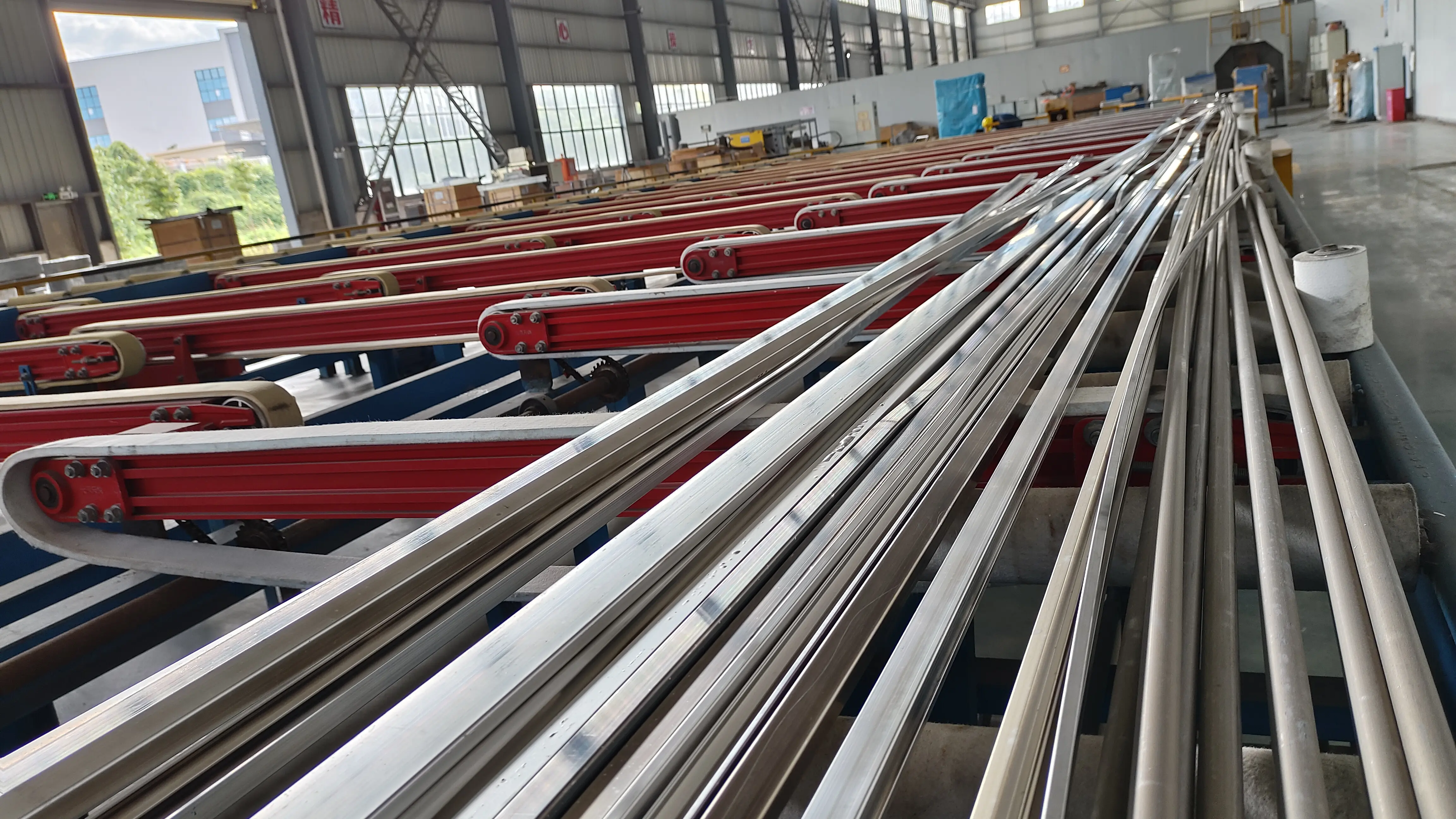
Magnesium alloy profile extrusion production line. Continuous production is the key to turning magnesium alloy from "small-batch prestige material" to "tonne-scale industrial commodity." — Image source: Industry reference photo
VI. Laiweimet: From a 3,000 t/y Line in Longquanyi to a 100,000 t/y Base in Fuzhou
Getting the process to work is only the first step. Turning it from laboratory to production line, and from production line to industrial cluster, is another matter entirely — one that China's magnesium alloy industry waited twenty years for.
6.1 Longquanyi: The First 3,000 t/y Production Line
On November 26, 2021, Sichuan Laiweimet Metal Materials Co., Ltd. was registered in Chengdu's National Economic and Technological Development Zone (Longquanyi), with Professor Chen Yungui's team as the technical core. Longquanyi is Chengdu's main automotive manufacturing battleground — FAW-Volkswagen, Volvo, and Dongfeng Peugeot Citroën all have factories there — meaning Laiweimet was, from day one, situated in the geographic epicenter of downstream automotive magnesium alloy demand.
The first phase was a 500 t/y pilot line — a transitional capacity from laboratory to industrialization, designed to validate solidification strengthening, continuous production, and fluorine-free inert gas shielding at small-batch scale. After the pilot line came online, process stability, yield rate, and specific energy consumption were all locked in; construction of the 3,000 t/y mass-production line followed and entered progressive production between 2023 and 2024. A 3,000 t/y capacity, in the niche of international high-end wrought magnesium alloys, is already a significant number — Magnesium Elektron's entire group's annual output of high-end wrought material is estimated from public annual reports to be on the order of 10,000 tonnes.
6.2 Fuzhou: A 5,000 t/y Subsidiary + 100,000 t/y Long-Range Contract
July 5, 2024 is a pivotal date in Laiweimet's history.
On that day, Linchuan District, Fuzhou City, Jiangxi Province officially signed a strategic cooperation agreement with Sichuan Laiweimet for an annual-capacity 100,000 t/y high-strength magnesium alloy materials production project. Attending the signing ceremony was the Linchuan District Party Secretary, Wu Yiwen, who set the tone: "Build a CNY 100 billion magnesium alloy industrial cluster." The Magnesium Alloy Branch of the China Surface Engineering Association committed, as an industry body, to provide support in standards development and technology promotion. This signing elevated Laiweimet's standing from "a Sichuan-based startup tech company" to "a strategic emerging industry project with local government endorsement." Linchuan is also planning a 2,600-mu industrial park for magnesium alloys — an industrial park-scale footprint, meaning that in addition to the main plant, the entire magnesium alloy value chain (melting and casting, extrusion, downstream processing, surface treatment, testing and certification) will cluster here.
The 100,000 t/y figure deserves close attention. Total current global annual output of high-strength wrought magnesium alloy is estimated by the industry at under 30,000 tonnes; if Laiweimet alone reaches full production, it would expand global high-strength wrought magnesium alloy capacity by more than three-fold. This is not a capacity "expansion" — it is the opening of a new industrial tier.
Following the signing, Laiweimet Metal Materials (Fuzhou) Co., Ltd. was established as a wholly-owned subsidiary, and construction of the 5,000 t/y mass-production line began formally. This line is planned to be delivered in the first phase of the Fuzhou 100,000 t/y base, advancing Fuzhou from "contract stage" to "capacity delivery stage."
6.3 Chizhou: A 10,000 t/y High-Strength Tough Magnesium Alloy Project
During 2025, Laiweimet signed an agreement with Chizhou High-tech Zone in Anhui Province for a 10,000 t/y high-strength tough magnesium alloy production project, currently in engineering design. Chizhou's strategic value is unique — located on the lower Yangtze River, adjacent to Nanjing and Hefei, close to East China's automotive and consumer electronics industrial belt, it serves as a supply bridgehead to the Yangtze River Delta market.
Connecting these three sites: Chengdu (3,500 t/y, hinterland of the Southwest automotive belt) + Fuzhou (5,000 t/y under construction + 100,000 t/y long-term, radiating East and South China) + Chizhou (10,000 t/y in design, bridgehead to the Yangtze River Delta) — Laiweimet has, in four years, expanded its production footprint from one city to three provinces and three major economic zones. The planned aggregate capacity for 2026 is 20,000 t/y; when the long-term 100,000 t/y capacity in Fuzhou comes online, the industrial landscape of high-strength wrought magnesium alloys in China will be rewritten entirely.
6.4 Series A Investment from Niou Capital: Industrial Capital Enters
In March 2026, Laiweimet officially announced the completion of a Series A financing round, with investors including Niou Capital. The specific amount, valuation, and whether other co-investors exist have not yet been publicly disclosed. An industry report cited the company's official statement: "Laiweimet possesses high-strength rare-earth magnesium alloy technology capable of producing the metal material with the world's highest specific yield strength."
A Series A in a startup company typically marks the transition to industrialization — seed rounds and angel rounds test the technology; Series A tests whether industrialization can be executed. Niou Capital's entry signals a market positive vote on Laiweimet's path from "pilot line to mass production, from one city to three provinces." The funding from this round directly corresponds to the capacity expansion needs of the Fuzhou 5,000 t/y line and the Chizhou 10,000 t/y design.
6.5 Certifications and Qualifications
In industrial products, credibility runs through a hard-currency certification system. The certification Laiweimet has obtained so far is ISO 9001:2015 quality management system certification (obtained in 2025) — the baseline for any manufacturing enterprise. For a high-end structural material such as magnesium alloy, entering automotive OEM supply chains subsequently requires IATF 16949 (automotive quality management system); entering aerospace supply chains requires AS9100 (aerospace standard); for medical implants, ISO 13485 is required. These subsequent certifications are Laiweimet's work list for the next phase — and the key to paving the final stretch between "technologically capable" and "commercially accepted."
6.6 Industry-Academia-Government Integration: The Three-Corner Support
The fact that Laiweimet went from startup to its current position in four years is essentially a landmark example of China's industry-academia-government integration mechanism in recent years:
- Academic side: Sichuan University College of Materials Science + the Ministry of Education Engineering Research Center for Advanced Energy Materials and Devices commercialized twenty-six years of Professor Chen Yungui's team's accumulated research as the founding technology;
- Corporate side: Chen Jixian (General Manager, Senior Engineer), Ding Wucheng (magnesium alloy expert), and a team of over ten professors, senior engineers, doctoral and master's graduates turned laboratory results into engineering solutions;
- Government side: a base in Chengdu's National Economic and Technological Development Zone, the 100,000 t/y industrial park agreement in Linchuan District of Fuzhou, the 10,000 t/y project in Chizhou High-tech Zone, and the 2,600-mu park plan — three local governments, each in different ways, transformed Laiweimet from a company into a regional strategy;
- Capital side: Niou Capital's Series A continuation provided the capital momentum for capacity expansion;
- Industry side: support on standards from the Magnesium Alloy Branch of the China Surface Engineering Association, and the invitation to present at the 2025 Magnesium Alloy Applications in Automotive High-Level Forum — embedded Laiweimet into the circle of Chinese magnesium alloy industry standard-setters.
The interlocking of these five vertices is the true foundation that allowed Laiweimet to reach today's position — no matter how solid the technology, turning it into an industry without any one of these vertices is not possible.

High-strength magnesium alloy industrial park planning illustration. Laiweimet has signed a 100,000 t/y high-strength magnesium alloy base agreement in Linchuan District, Fuzhou, Jiangxi Province, with a planned park area of 2,600 mu. — Image source: Industry reference photo
VII. Industry Map: Laiweimet and Its Different Battlefields
Within China's magnesium alloy industry, Laiweimet is not fighting alone; nor is it on a collision course with existing players. Unfolding this industry map, each player occupies its own battlefield.
Yunhai Metal / Baowu Magnesium (Shenzhen 002182), the world's largest magnesium alloy supplier, taken over by Baosteel Metal and renamed Baowu Magnesium in September 2023, with 2024 magnesium alloy capacity of approximately 200,000 t/y (long-term target 500,000 t/y), accounting for more than 50% of China's market and more than 30% globally. Its customers include Volvo, Porsche, BMW, NIO, and AITO; its main battlefield is die castings — conventional grades such as AZ91D and automotive integrated die-cast structural components. Yunhai and Laiweimet are on two parallel tracks — "large-part die casting" versus "high-strength wrought" — not in conflict.
Chongqing Boao Magnesium-Aluminum, a wholly-owned subsidiary of Yunhai Metal, used an 8,800-tonne-class die-casting machine in June 2023 to produce an integrated body casting with a projected area exceeding 2.2 m² — the world's largest magnesium alloy die casting at the time. Boao is deeply bound to Academician Pan Fusheng at Chongqing University — Pan Fusheng is Director of the National Magnesium Center (National Magnesium Alloy Materials Engineering Technology Research Center), a member of the Chinese Academy of Engineering, and the academic leader of the rare-earth microalloying route in China. The Pan Fusheng team and the Chen Yungui team represent two different industry-academia-government paths — one formula-oriented (buying strength with rare earths), the other process-oriented (buying strength with solidification strengthening) — both standing in the Chinese magnesium alloy industry landscape as parallel paths, not mutual substitutes.
Wanfeng Auto Holding (Shenzhen 002085) pursues vertical integration — building out a full portfolio of "magnesium alloy + aluminum alloy + lightweight high-strength steel" and manufacturing eVTOL aircraft in-house (after acquiring Diamond Aircraft, and in Q1 2025 acquiring core Volocopter assets). Wanfeng's strategy is "use internally, do not sell externally," so its need for external materials suppliers is limited. In the low-altitude economy track, Laiweimet must route around the Wanfeng ecosystem and focus on independent eVTOL airframe manufacturers.
UK Magnesium Elektron / Luxfer MEL Technologies, with the flagship grades WE43, WE54, and ZK60, is the global default material for aircraft engines, missiles, smoke grenades, and medical implants. Luxfer's 2024 annual report shows the Elektron division's revenue at approximately USD 176 million — approximately 45% of the group total.
In a direct parametric comparison, Laiweimet B91C2 already exceeds WE43 on yield strength — the single most critical metric: B91C2 yield 340–400 MPa versus WE43 yield 220–300 MPa, 30–80% higher overall; B41C2 elongation range 10–24% versus WE43 7–14%, wider plasticity reserves. This is a direct manifestation of the process-route generation gap, not a window-of-opportunity dividend. On top of this, four further differentiators stack: B91C2 does not depend on heavy rare earths as the primary strengthening phase; is extrudable and forgeable; does not depend on SF₆ as shielding gas; and does not depend on aerospace-and-defense special procurement channels — meaning that the moat WE43 built over decades through its proprietary formulation and defense procurement channels simultaneously fails in four directions against B91C2's process generation.
Magnesium Elektron still has a considerable time window in its incumbent aerospace-defense special procurement and medical bioresorbable bone screw tracks, but for the next-generation high-volume lightweighting market — humanoid robots, EV primary load-bearing components, eVTOL joint transmission — the only publicly verifiable supplier currently able to produce parameters benchmarking WE43 without heavy rare earths as the primary strengthening phase is Laiweimet.
Carbon fiber reinforced polymer — the overlooked true threat in the eVTOL track — reduces weight by 40–60% compared with metal, more aggressively than magnesium alloy, but at USD 50–100 per kg per part, five to ten times the cost of magnesium alloy extrusion profiles; non-machinable, non-recyclable, maintenance-unfriendly. Laiweimet must proactively manage this comparison — its positioning is not to replace CFRP, but to be the optimal solution for components "where CFRP cost is unaffordable and machining is required."
Academic peers: Academician Pan Fusheng at Chongqing University (National Magnesium Center, rare-earth microalloying); Academician Ding Wenjiang at Shanghai Jiao Tong University (light alloy precision forming, Chinese Academy of Engineering); Shan Zhiwei's team at Xi'an Jiao Tong University (sub-micron crystalline magnesium alloy research); Northeast University; the Institute of Metal Research, Chinese Academy of Sciences — all of these teams hold frontier research capability in magnesium alloy science. Professor Chen Yungui's unique position at the crossroads of hydrogen storage + magnesium alloy + chemical power sources is his team's differentiated coordinate on this academic map: two-plus decades of research on magnesium-based solid-state hydrogen storage (MgH₂, Mg₂NiH₄, etc.) give the Chen Yungui team an accumulation others cannot easily replicate, opening a "high-strength magnesium alloy + magnesium-based hydrogen storage" dual-wheel cross-domain narrative for Laiweimet, and leaving a new industrial extension direction for the 2030s as hydrogen energy infrastructure matures.
Surveying this industry map: Yunhai/Boao scales in die castings, Academician Pan Fusheng's team does academic work on rare-earth formula routes, Wanfeng pursues vertical integration in eVTOL complete aircraft, Magnesium Elektron holds the high-end aerospace-defense segment, and Laiweimet occupies the intersectional quadrant of "high-strength wrought magnesium alloy + no heavy rare earth dependency + process route + civilian mass production" — a space that currently has no direct competitor.
This is its most industry-deep strategic position.

Magnesium alloy lightweighting applications in new-energy vehicles. Every 100 kg reduction in curb weight increases all-electric range by 6–11%. — Image source: Industry reference photo
VIII. Conclusion: The Parametric Generation Gap Is This Process Route's True Trump Card
Consolidating the several sets of figures in this article: Laiweimet B91C2 is a high-strength wrought magnesium alloy that already surpasses WE43 on yield strength — the single most critical metric — 340–400 MPa versus 220–300 MPa, 30–80% higher overall; corrosion resistance pressed to the same order of magnitude as aluminum alloys; no ignition at 1,000 °C; full-band electromagnetic shielding 100–120 dB; superplastic elongation of 3,950% at 350 °C. This is a genuine parametric generation gap built on solidification strengthening, nanocrystalline microstructure, and continuous production — not a set of numbers bought by stacking rare earths.
The parametric generation gap is the engine; the three demand tracks — humanoid robots, EV primary load-bearing components, eVTOL joint transmission — are the transmission; the rare earth export controls and CBAM are the accelerants that happened to arrive in 2025. Even without that accelerant, the parametric generation gap would have WE43 overtaken by the new process route within ten years; with it, that timeframe is compressed to two or three years. This is Laiweimet's true strategic position — not a beneficiary of the moment, but a company that held its cards first and then caught the tailwind.
Matching support structures have been built around this hand of cards. On the production side: Chengdu's 3,500 t/y built; Fuzhou 5,000 t/y under construction; Chizhou 10,000 t/y in design; Fuzhou 100,000 t/y signed long-term; 2,600-mu industrial park planned — this staircase pushes high-strength wrought magnesium alloy from a 30,000 t/y niche material to the future boundary of a single company's 100,000 t/y industrial commodity. On the academic side: Professor Chen Yungui as a Tier-2 Professor and doctoral supervisor at Sichuan University's College of Materials Science and Engineering, Director of the Ministry of Education Engineering Research Center for Advanced Energy Materials and Devices, Director of the National Market Regulatory Administration's Technology Innovation Center for Hydrogen Storage, Transportation, and Fueling — twenty-six years of cross-disciplinary research, more than 380 SCI papers, over fifty patents, results selected four consecutive years to China's Top Ten Rare Earth Science and Technology News — such academic authority in a startup is exceptionally rare; his accumulation in magnesium-based solid-state hydrogen storage leaves Laiweimet a second cross-domain entry point of "high-strength magnesium alloy + magnesium-based hydrogen storage." On the capital and government side: Niou Capital's Series A continuation; dual government backing from Linchuan District Party Committee of Fuzhou and Chizhou High-tech Zone; industry endorsement from the Magnesium Alloy Branch of the China Surface Engineering Association — this five-vertex interlocking support structure is the true foundation for converting process generation advantage into industrial delivery.
At Tianxia Gongchang Industry Research Institute, tracking China's new materials industry over the long term, we consistently observe the same pattern — the new materials companies with the most industrial promise are rarely those scaling within established tracks. They are those occupying the middle ground squeezed between "formula schools" and "die-casting schools," using a new process route to turn a metal long considered unscalable into the mainstream of the next decade. Of the more than 4.8 million real factories identified and confirmed by Tianxia Gongchang, hundreds are on the magnesium alloy value chain doing formulation work, thousands are die-casting, tens of thousands are doing profile downstream processing — yet those able to simultaneously achieve process route + nanocrystalline microstructure + continuous production + fluorine-free inert gas shielding + parametric generation gap, within publicly verifiable scope, currently number one: Sichuan Laiweimet.
For those tracking Laiweimet's latest capacity progress, the dynamics of magnesium alloy supply chains in the humanoid robot / EV / eVTOL three-way race, and real-time identification lists of China's new materials companies, follow Tianxia Gongchang Industry Research Institute for continuous coverage. For buyers, brand owners, and upstream sales professionals: the high-strength magnesium alloy supply chain of the next decade will be more worth positioning early than any period in the past eighty years.
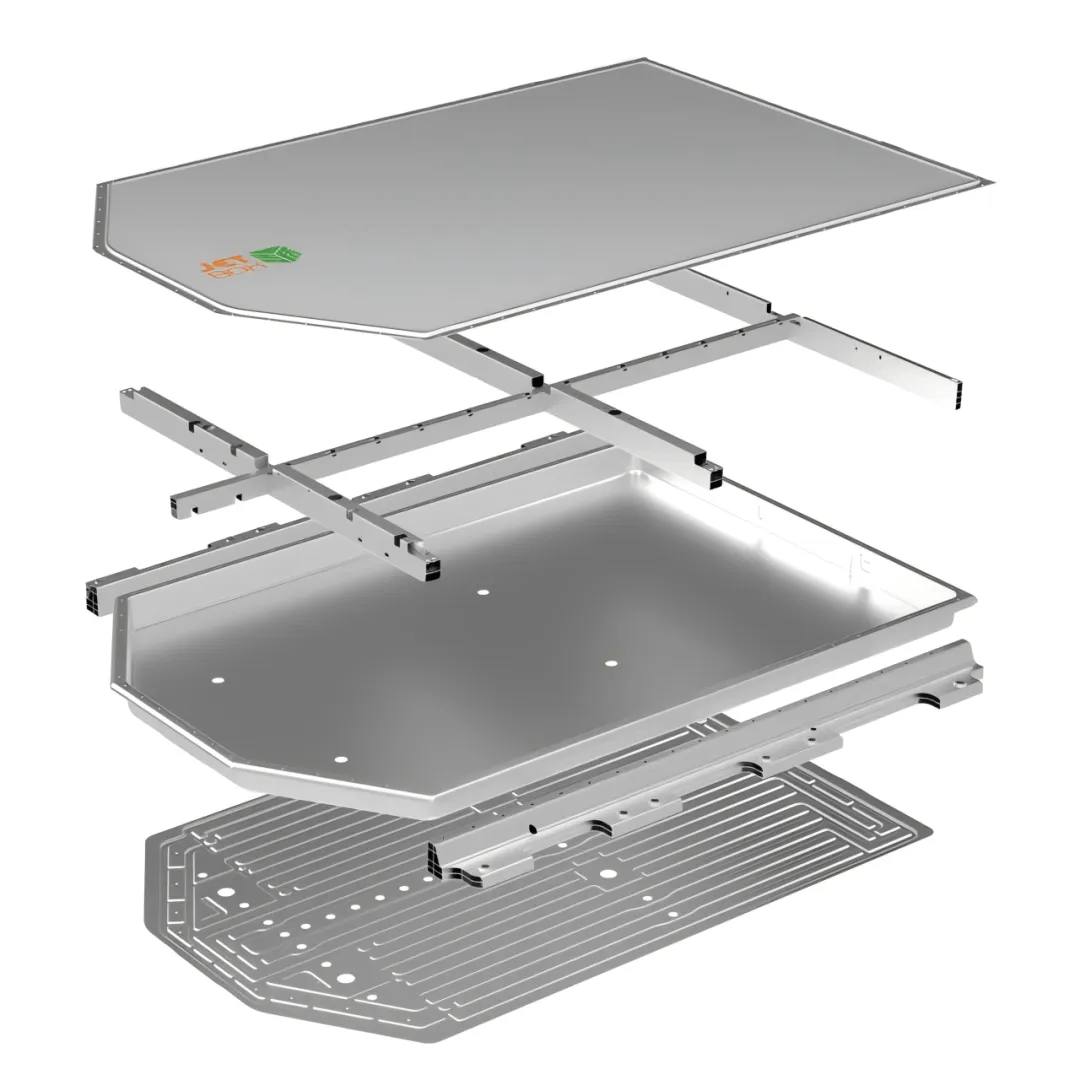
Magnesium alloy one-piece formed laptop back cover, exploded view. Superplastic forming can complete a complex curved-surface part in a single step, eliminating multiple welding and machining operations. — Image source: Industry reference photo
Data Sources and Key References
This article was researched and compiled by Tianxia Gongchang Industry Research Institute based on factory and industrial chain data from the Tianxia Gongchang industrial platform, supplemented by Chinese and foreign public materials, official information, and authoritative institutional reports. Key data and factual sources include:
- Tianxia Gongchang industrial platform's Chinese factory database and industrial belt data (www.tianxiagongchang.com)
- Sichuan Laiweimet Metal Materials Co., Ltd. company profile V1.2 (2026) and official website lwmt.cn
- Sichuan Laiweimet Metal Materials Co., Ltd. — corporate registration and capacity archive, Tianxia Gongchang (https://www.tianxiagongchang.com/detail/1289803_si-chuan-lai-wei-mei-te-jin-shu-cai-liao-you-xian-gong-si)
- Public materials from Sichuan University College of Materials Science and Engineering; official website of the Ministry of Education Engineering Research Center for Advanced Energy Materials and Devices
- Public materials from the National Market Regulatory Administration Technology Innovation Center for Hydrogen Storage, Transportation, and Fueling
- Public statistics from China Nonferrous Metals Industry Association, China Magnesium Industry Association, and Magnesium Alloy Branch of China Surface Engineering Association
- Annual reports and public disclosures of Yunhai Metal (Baowu Magnesium, 002182), Wanfeng Auto Holding (002085), and Luxfer Group (LXFR.L)
- Reports in Xinhua News Agency, People's Daily, Yicai, Jiemian, and other Chinese media
- International Magnesium Association annual reports
- USGS Mineral Commodity Summaries — Magnesium chapter
- IEA Global EV Outlook and lightweight materials-related analysis
- English Wikipedia entries: Magnesium, Pidgeon process, Magnesium Elektron, Magnesium alloy, Hall-Petch relation, Superplasticity
- Review articles from Acta Materialia, Journal of Magnesium and Alloys, Materials Science and Engineering: A
- Reuters, FT, Bloomberg, Nikkei Asia coverage of China's rare earth export controls, CBAM, and Tesla Optimus magnesium alloy applications
- Munro & Associates (Munro Live) public teardown analyses of Tesla Optimus and new-energy vehicles
- Official press releases from Linchuan District People's Government of Fuzhou City, Jiangxi Province, and Chizhou High-tech Zone Management Committee, Anhui Province